IMS Company
A trusted partner for the plastics processing industry, offering a wide range of high-quality, process improving products at competitive prices. We are a diversified distributor specializing in supplies, components, auxiliary machinery, and equipment. With 75 years of industry experience, our stocked warehouse ensures fast, reliable delivery, helping you maintain peak production efficiency. Whether you need innovative products, expert support, or tailored solutions, IMS Company has the expertise and resources to keep your operations running smoothly. Visit us at imscompany.com for more!










For 75 years, one thing has never changed at IMS — our single-minded focus on providing products and services designed to help your shop increase efficiency and ramp up productivity.
Check out IMS on YouTube!
Blogs
March 9, 2026 – Maximize Molding Performance with the Right Materials
July 28, 2025 – Why Keiba Gate Cutters Excel in Precision Cutting
June 3, 2025 – Sizing a Desiccant Dryer for Plastic Injection Molding
May 7, 2025 – Mold Cleaners
January 7, 2025 – Time to Purge
November 4, 2024 – Plant Shutdown
October 22, 2024 – Prepare Your Shop for Winter
September 11, 2024 – New Injection Press Setup
August 26, 2024 – D-limonene
August 14, 2024 – Mold Rust Prevention
July 9, 2024 – Mold Cleaner vs. Mold Release
March 25, 2024 – Part Diverting Systems
March 13, 2024 – Chill Out
February 22, 2024 – Why is Moisture a Problem
February 19, 2024 – What is a Vacuum Loader
February 5, 2024 – Injection Molding Nozzle Tips
January 29, 2024 – Metal Separation
May 30, 2023 – Benefits of Insulation
April 22, 2023 – Sustainability
March 20, 2023 – Dew Point Meter/Monitor
March 2, 2023 – IMS Lime Buster
March 1, 2023 – IMS Brody Ring
January 30, 2023 – Clean Room Manufacturing
January 1, 2023 – Heater Band Wiring
December 21, 2022 – IMS Select Drum Tumbler
December 8, 2022 – Plastic Granulators
December 6, 2022 – Mold Setup Cart
November 28, 2022 – Eliminate Static and Dust
November 18, 2022 – Extending the Life of Your Heater Band
November 2, 2022 – How to Set Barrel Zone Temps
September 9, 2022 – The Benefits of Extruder Screens
August 24, 2022 – Calculating Heat Load for a Circuit
August 17, 2022 – Purgex Purging Compounds
August 12, 2022 – Air Wipe
August 11, 2022 – IMS Custom Projects
August 4, 2022 – New Shini Hopper Loader Systems
July 21, 2022 – Quick Change Fittings – Thread Profile Sizing
July 19, 2022 – IMS Custom Project
June 20, 2022 – Safety First
June 15, 2022 – IMS Screw Tip Brody Ring
June 15, 2022 – Screw Material Guidelines
June 15, 2022 – Screw Tip Wear Issues
June 15, 2022 – Essential Barrel Information
June 9, 2022 – Mold Safety Checklist
June 2, 2022 – Why Choose High Quality Desiccant?
May 26, 2022 – Circulators 101
May 19, 2022 – Sizing a Chiller
April 25, 2022 – Mold Temperature Control Product Selection
April 19, 2022 – Selecting the Right Gate Cutter For Your Job
April 12, 2022 – Barrel Insulation Blankets
April 4, 2022 – Quick Mold Change
March 14, 2022 – Spiral Technology
February 17, 2022 – Screw Tips




-
Spiral Technology
Cut Cycle Time – Mold Better Parts
IMS Select Exclusive Spiral™ End Caps, Screw Tips,
R-Screws and Hoppers will help you do both!Logarithmic spiral curves promote a faster, freer flow of material than conventional, flat tapers. A smoother, unencumbered flow produces better parts. These facts are why IMS incorporates spiral curves in each component of it’s exclusive SPIRAL™ System. The following is a brief history of how the IMS SPIRAL™ System developed.
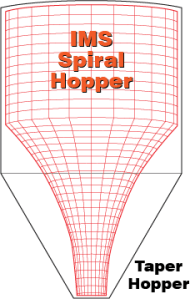
Watch this 30 second video to see how much faster material
passes through the Spiral (right) versus Conical (left) Hopper.The introduction of electronic process controls back in the early 1980’s was without a doubt a technological breakthrough. For a lot of OTHER industries this was a huge step forward. For the injection molding industry, however, IMS questioned the logic of trying to computerize a process so full of variables and lacking in standardization.
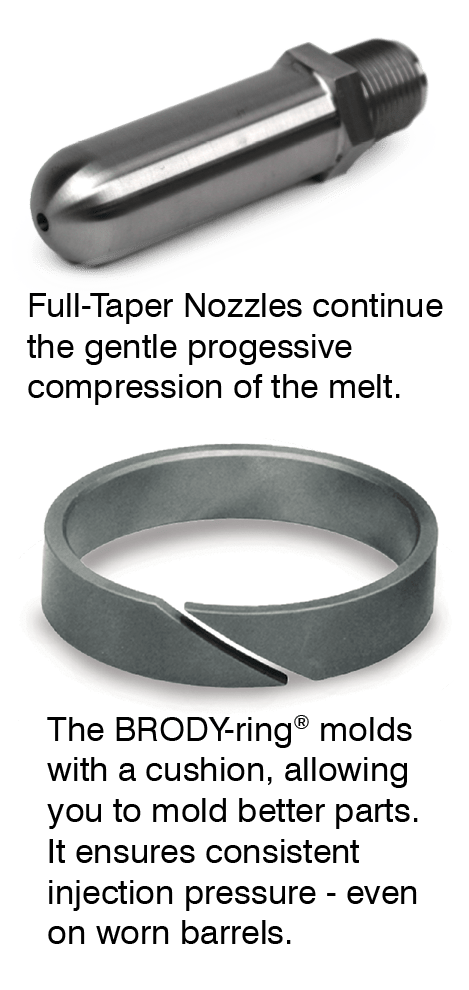
Prior to process controls, IMS had developed numerous individual products aimed specifically at improving part quality. Full Taper Nozzles and Screw Tip BRODY-Rings® are just a couple of examples. Each addressed a specific need and they all remain solid, successful products. It was the emergence of process control, however, that really started us thinking about the injection process as a whole (both the machinery and the material) and what could and should be changed in order to mold better parts.
It was already a proven fact that the current, restrictive R-Screw Process was stretching and deforming the molecular bonds of our plastics and seriously affecting finished part strength. We needed to find ways to get the plastic from the hopper to the mold with the least amount of damage possible. We found that this problem could be solved, in large part, by the replacement of all standard, flat internal tapers with smoother, gentler, logarithmic spiral curves.

The more gradual compressing of the material, plus the resulting coanda effect (that is, the phenomenon of material flow tending to follow closely along the wall contour of a passage), greatly eased the strain on the plastic’s molecules and the effects on the material’s inherent properties.
A. In 1986, IMS first used this technology in the development of their revolutionary Spiral™ End Caps. The results, as projected, were impressive. Parts were stronger and more dimensionally stable. Older presses equipped with these new end caps were actually producing higher quality parts than new presses with traditional style caps.

Spiral™ End Cap 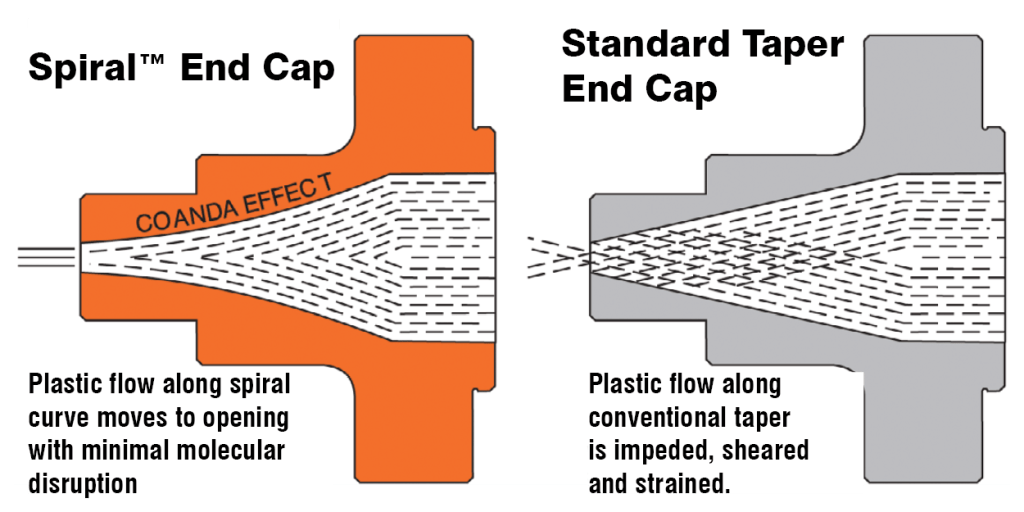
Spiral-Passage Barrel End Caps Coalesce The Melt
Without Damage to the Molecular Structure.B. Next IMS focused its attention on the Screw Tip. Their existing melt valves with narrow sliding ring and anti-blow- by BRODY-Ring® seal were already proven effective at maintaining shot control. But it was the development, in 1988, of a unique, Spiral™ front end that made IMS Spiral™ Screw Tips the least restrictive tips ever produced. The reduction of strains, flow lines and shear-induced heat in the melt improved part strength and quality significantly.
Another innovation was the introduction of the Thermally Compensated R-Screw. Research showed that installation of a heat tube in the front end of the screw would effectively transfer excess heat from the compression zone back to the transition zone, where it could be reused to assist in the melting of incoming pellets. Screw wear from unmelted pellets was dramatically reduced and the ability to turn down front end heat had a direct and positive effect on cycle time, part quality and reject rate.

Easy-Flow (Spiral-Discharge) Screw Tips with Brody-Ring®
Advance the Melt Without Strains or Shelter HeatC. Next step, the feed hopper. No matter what their diameter or height, they all had the same straight taper to the machine intake. At least that’s the way it was prior to 1988. Consequently, they were all prone to bridging and surging. There wasn’t a single OEM feed hopper that could guarantee consistent, even feeding of the pellets to the screw. IMS found that a logarithmic Spiral Curve in place of the straight taper produced astounding results. Tests showed that whether the material was virgin or regrind, or whether the hopper was full or nearly empty, all the material moved all the time in a steady downward flow. Hence, IMS Spiral™ Hopper was born. Their effect on part weight, part dimensions, and overall part consistency, not to mention the flowability of most stubborn materials, is remarkable.

D. Finally IMS Spiral Technology was applied to the screw – more specifically, the screw flights. With IMS Spiral™ R-Screws:
- Pellets move forward in a more controlled, gentle tumble.
- Pellets begin melting sooner and proceed in a far more efficient and orderly manner.
- Pressure is provided by the lateral movement of the screw (as it should be) – NOT by the compressing of the material by the screw flights, as is the case with all existing injection screws.
Nearly 30 years since the introduction of the reciprocating screw, the IMS Spiral™ R-Screw was the First and Only screw developed expressly to reduce molded-in stress and strain. Research has revealed the injection machine doesn’t work as hard and produces more consistent quality parts.
IMS Exclusive Spiral™ Retrofit Components can improve the IMS Exclusive Spiral™ Retrofit Components can improve the performance of any injection press regardless of age, make, or model. They can also significantly increase your bottom line. Inquire today for more information!
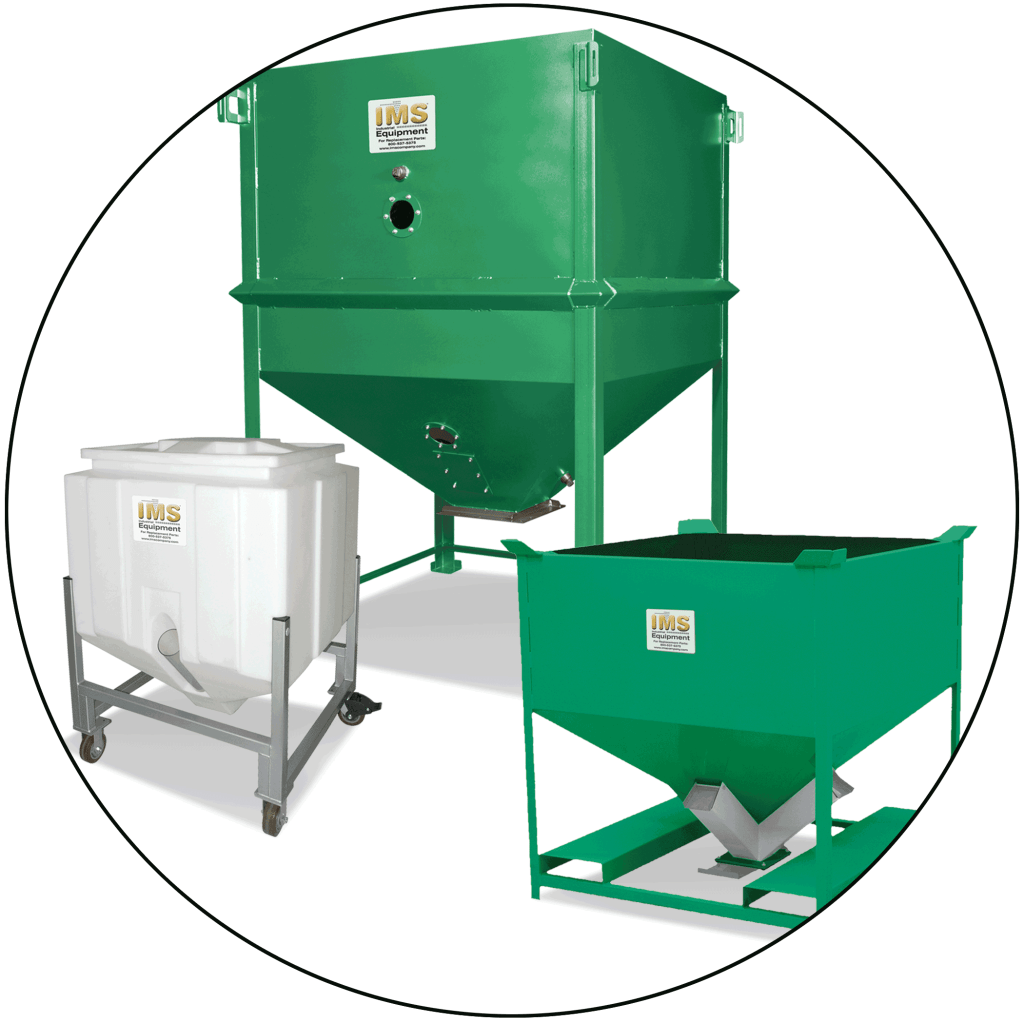
When a Spiral Hopper is Likely a Better Choice
You should strongly consider a Spiral Hopper if:
- You run mixed batches or often operate with hopper partly full (versus maintaining full inventory).
- Materials are challenging: regrind, irregular shapes, high moisture sensitivity, etc.
- Your quality control is tight: need shot-to-shot consistency, minimal defects from pellet feeding issues.
- Productivity is critical, and cycle times are being impacted by material feed inconsistencies.
- You’re willing to invest a bit more up front for better performance and less downstream defects / maintenance.
When Conical Hopper Might Be Enough (or Preferable)
- If you run with hopper nearly always full, with flowable, “easy” materials.
- When initial cost or capital constraints are tight.
- Simpler operations where the benefit from Spiral design won’t offset the cost.
- If you have existing equipment and retrofitting or replacing hoppers is difficult or costly.


-
Circulators 101
March 6, 2024
Circulators (Thermolators, Temperature Controllers) are essential components in injection molding processes, primarily utilized for controlling the temperature of molds so that as the part cools after injection, it maintains dimension, shape and structure – ensuring consistent quality and efficiency. Controlling the mold temperature is critical to good parts. You can get good melt flow, and the cavity can fill quickly and fully, but if the part is not cooled properly then a good melt flow means nothing.
Circulators need to be compatible with the injection molding machinery and seamlessly integrated into the overall manufacturing setup for efficient operation. Regular maintenance and monitoring of circulators are essential to ensure they continue to function optimally, thereby avoiding downtime and production delays. In advanced setups, circulators may be integrated into the overall automation system of the injection molding process, allowing for real-time monitoring and control of temperature parameters.

Here’s how circulators are typically used in injection molding:
- Cooling: Cools the molds after each cycle. Rapid cooling is essential for improving cycle times and overall productivity.
- Heating: In some cases, circulators may also be used for heating the molds to specific temperatures.
- Thermal Stability: Ensure thermal stability throughout the injection molding process, which is crucial for preventing defects and maintaining part quality.
- Energy Efficiency: Modern circulators often come with energy-saving features to optimize energy consumption during the temperature control process, contributing to cost-effectiveness and sustainability.
- Process Optimization: By precisely controlling the temperature of molds, circulators play a vital role in optimizing the process for different materials and product specifications.
Overall, circulators play a critical role in maintaining temperature control and ensuring the quality, efficiency, and reliability of injection molding operations. Their proper selection, installation, and maintenance are essential considerations for any injection molding facility.
IMS offers several options for temperature control needs: Circulators, Mold Temperature Controllers
You May Also Need:
Heat Transfer Fluids
A Quick Comparison Of Heat Transfer Mediums
• Water — Limited use range: 32° to 212°F. Encourages corrosion.
• Uninhibited Glycols — Allow temperatures to 250°F, but 2½ times more corrosive than water, if not neutralized.
• Automotive antifreeze — Contains corrosion inhibitors, but can foul heat transfer surfaces in less turbulent systems.
• UG-10 Ethylene Glycol — Low silicate formula provides good corrosion protection at a relatively low price.
• EG-17 Ethylene Glycol — Industrial inhibitors coat surfaces and impact pH for maximum corrosion protection.
• Pro-17 Inhibited Propylene Glycol — Non-Toxic Heat Transfer Fluid With Maximum Protection Against Acidity and Corrosion.
• PG-1 Hi-Heat Transfer Fluid — The Ultimate, Non-Toxic Fluid For Non-Pressurized Heating To 600°F.
• FF-1 Oil System Flushing Fluid — Improves heat transfer for faster cycles.
• PSC Plus Oil System Cleaner — Maximizes heat transfer for more parts and increased quality.
In addition, how efficiently any of the above units work is directly tied to how clean your mold passages are. Any buildup of scale can affect the transfer of heat. The passages need to be checked and maintained regularly. To help with that, IMS offers the Limebuster which helps remove the scale buildup in mold passages. Just 1/64″ of scale can reduce the heat transfer rate up to 40%. Using an acid/water mixture, the fluid is circulated by a low pressure pump. The fluid helps dissolve the scale slowly so good heat transfer can return. This type of unit also is used to clean heat exchangers.

Before 
After 
While the above is basic in its presentation, the message is clear; IMS understands and can help. IMS has the expertise and the equipment to help maintain and even improve your process. Good parts and reduced scrap means you make money.
That is what we are here to help with. Call IMS Today for all your Injection Molding needs.
-
Sizing a Chiller
for Injection Molding
May 19, 2022
The Right Type
Most refrigeration is designed for static loads, like in a meat cooler.
In plastics processing, heat is added to and removed from the mold
during every cycle. Select a chiller designed for active heat loads.The Right Size
Although an undersized chiller will cost less to buy, the chiller will be running at full capacity, resulting in higher operating costs. And even
then, you may have trouble consistently keeping the mold cold. Chillers are rated in tons; one ton equals the ability to transfer 12,000 BTUs/hr. The tonnage rating should be stated at a specific “leaving water temperature and at a specific ambient temperature”.
Choose a chiller that can achieve the anticipated water temperature that your process will need and the rate of BTU’s required. Producing colder water than necessary will cost in two ways; initially
for the equipment and continually to operate it. IMS Chillers are Rated based on actual testing. Avoid arbitrary Tonnage claims and select the chiller producing enough BTU’s and
a temperature required for your process.
Water Flow through the Mold
At a flow of 10 gpm, chilled water must rise 12°F through the mold to
remove 1,000 BTU/minute. At a flow of 3 gpm, the temperature must
rise 40°F to remove 1,000 BTU.
If low flow is due to the mold’s design, the only solution is having
the mold reworked. But if normally occurring water deposits are
clogging the lines, water line cleaner, IMS Lime Buster III, can greatly
boost mold flow and increase heat transfer.Computing Size for IMS Chillers (2 Methods)
Method 1 (Based on coolant temperature and flow rate)
To determine chiller tonnage required, you must calculate the
delta T between the inlet and outlet water temperatures and the
rate of flow in gallons per minute. Measuring the delta T requires a
thermocouple or thermometer. To perform a load test: 1.) Strap a
thermocouple to the inlet water line of the processing equipment and
wrap it with tape to hold it in place. 2.) Strap a thermocouple on the
outlet water line of the processing equipment to record the amount of
heat the water is picking up in your equipment.
To measure flow rate of the water place a flow meter on the outlet
water line of your equipment. If a flow meter is not available, simply
disconnect the outlet line and let the water pour into a five gallon
bucket while you time it with a watch. This provides you with the
“GPM” (gallons per minute) rate of discharge.
Now you have the necessary information to size a unit properly. Use
the following formula to calculate your equipment’s BTU’s of required
cooling.BTU = Constant (weight of water) x GPM x Temperature Differential
Multiply the fluid flow (GPM) by 500. Multiply the result by the
temperature differential or rise (return water temperature minus the
input or supply water temperature). Divide the result by 12,000 and
you now have your required rating.Example: 500 Constant (weight of water)
x 10 GPM (gallons per minute)
5000
x 12° Temperature Differential (or rise)
60,000 Required BTU’s per hour
12,000 EACH 12,000 BTU’s requires 1 Ton of Cooling
= 5 Ton (This equipment would require a 5 Tons capacity)Method 2 (Based on material use and melt temperature)
You can also calculate the proper tonnage using the following formula:
Tonnage = A × (B – C)
Removal Capacity
where: A = Material use in lbs./hr.
Use actual lbs./hr., not machine’s capacity rating
B = Temperature of melt
C = Temperature of part when it comes out of moldRemoval = 12,000 BTU/hr./ton removal capacity of chiller system set
Capacity at 50°F, which includes estimated radiation losses, etc.
At 40°F, use 8,000. At 30°F, use 6,100. At 20°F, use 5,800.Example: 100 lbs./hr.
450° F melt temperature
150° F part temperature when mold opensTonnage = 100 x (450 – 150)
12,000= 100 x 300
12,00030,000
12,000
= 2.5
Use the next size up, in this case a three ton chiller, to avoid problems
caused by using an undersized chiller.Blow Molding
40#/Hr HDPE = 1 Ton 45#/Hr LDPE = 1 Ton
40#/Hr PET = 1 Ton 45#/Hr PP = 1 Ton
Minimum process flow = 4.8 GPM/ton @ 65 PSIExtrusion
Coating
40#/Hr LDPE = 1 Ton
Process flow required = 12 GPM/ton for direct roll coolingPipe & Profile
80 #/Hr ABS = 1 ton 90#/Hr PVC = 1 TonSheet
40#/Hr UHMWPE = 1 Ton 55#/Hr PP = 1 Ton
80#/Hr PVC = 1 Ton
50#/Hr HDPE = 1 Ton 75#/Hr PS = 1 Ton
55#/Hr LDPE = 1 Ton 75#/Hr ABS = 1 Ton
Process flow = 8 GPM/ton for direct roll coolingEquipment Cooling
Gearbox cooling = 0.5 Ton/Inch of extruder barrel
Screw cooling = 0.5 Ton/Inch of extruder barrel
Feed throat cooling = 0.33 Ton/ Inch of extruder barrel
Barrel cooling = 1 Ton/Inch of extruder barrel
Eddy current clutch (light load) = 0.2 Ton/HP
Eddy current clutch (normal operation) = 0.05 Ton/HPInjection Molding
Mold Cooling
30#/Hr HDPE = 1 Ton 40#/Hr Nylon = 1 Ton
65#/Hr PVC = 1 Ton
35#/Hr LDPE = 1 Ton 50#/Hr PS = 1 Ton
40#/Hr PET = 1 Ton
35#/Hr PP = 1 Ton 50#/Hr ABS = 1 ton
Hot runner molds = 1 Ton/10.5 KW hot runnerMachine Cooling
10 HP Hydraulic Motor HP = 1 Ton
Feed throat cooling = 1 Ton (machines under 400 ton use 1/2 ton)Thermoforming
180#/Hr PE = 1 Ton 250#/Hr HIPS = 1 Ton
240#/Hr PVC = 1 Ton Rail Cooling = 3 Tons
Minimum process flow of 4.8 GPM/TonOther
Mold room heating = 25 BTU/FT2 Vacuum pump = 0.1 Ton/HP
Non-mold room heating = 50 BTU/FT2 Water pump = 0.2 Ton/HP
Mold room cooling = 80 BTU/FT2
Air compressor without after cooler = 0.15 Ton/HP
Air compressor with after cooler = 0.20 Ton/HPCommon Conversion Factors
To Convert From To Multiply By
Boiler HP Btu/Hour 33445.7
Cubic Centimeters Gallons (US) 0.00026
Cubic Feet Gallons (US) 7.48052
Cubic Inches Gallons (US) 0.00433
Cubic Meters Gallons (US) 264.172
Feet Meters 0.3048
Gallons (US) Cubic Meters 0.003785
Gallons (US) Liters 3.7854
Gallons(US)/Minute Liters/Second 0.06309
Inches Millimeters 25.4
Kilowatts Btu/Hour 3414.4
Motor HP Btu/Hour 2547.16
Motor HP KW 0.746
Ounces Grams 28.3495
Pounds Kilograms 0.4536
Pounds/Sq Inch Bar 0.06895
Pounds/Sq Inch Kilograms/Sq Cm 0.07031
Pounds/Sq Inch Kilopascals 6.89476
Pounds/Sq Inch Feet of Water 2.3067
Square Feet Square Meters 0.0929
Square Inch Square Centimeter 6.4516
(°F-32) x 5/9=°C
(°C x 9/5) +32=°FWeighted Water Tests
GPM x ΔT = Chill Ton
24#/Min x ΔT = Chill Ton
200GPM x ΔT = Twr Ton
30#/Min x ΔT = Twr Ton
250% Ethylene Glycol vs Freeze
by Volume Protection10% 25°F
20% 15°F
30% 0°F
40% -15°F
50% -40°F
Flow Rates vs Temp Difference Per Ton
1.2 GPM = 20°F ΔT 4.8 GPM = 5°F ΔT
2.4 GPM = 10°F ΔT 9.6 GPM = 2.5°F ΔTPipe Sizing Guide for Schedule 40 Steel Pipe
(10’HD/100’ Run,10’/Sec Velocity Max)
½” = 3 GPM 1¼” = 25 GPM 2½” = 120 GPM 6″ = 900 GPM
¾” = 6 GPM 1½” = 40 GPM 3″ = 200 GPM 8″ = 1500 GPM
1″ = 12 GPM 2″ = 75 GPM 4″ = 400 GPM 10″ = 2400 GPMCommonly Used Equivalents & Formulae
1 HP = 2547.16 Btu/Hr 1 Cu Ft = 7.48 gallons (water)
1 Gallon = 8.33 lbs (water) 1 KW = 3414.4 Btu/Hr
1 KW = 1.341 HP Q = 4.5xCFMxDH = Btu (air cooling)PSI = ft of head
2.31
Pump HP = GPM x P(feet of head)
3960x(0.65 to 0.75) (Pump Eff)KW = Amps x Volts x 0.85 x 1.73
1,000Tower water make-up requirements: untreated 2% of flow rate, treated
1.5% of flow rate.Water cooled requires 3 GPM/Min/Ton
Lose 1.5% capacity per degree lower than rating
For assistance with sizing, contact the IMS Equipment Team at
sales@imscompany.com -
Mold Temperature Control
Product Selection Guide
April 25, 2022
(All Images Clickable)
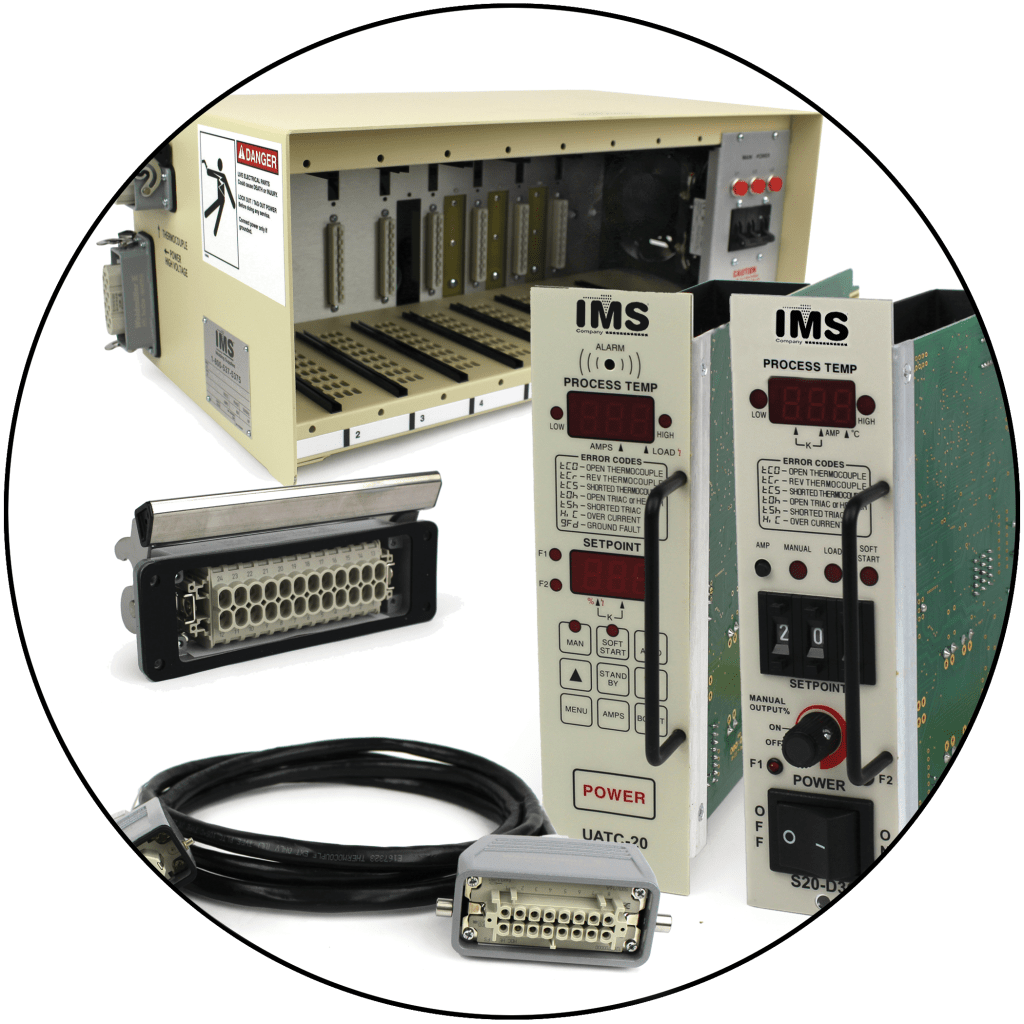
1. How Many Zones?


Side-Mounted Ventilation Fan and Phase Indicator Lights Standard
24 & 36 Zone Housing Assemblies Available – Inquire 1.800.537.53752. Specify AMPs Required Per Zone
15 AMPs proceed to #3
30 AMPs – Call product specialist at 1-800-537-53753. Control Module Preference
120V or 240V(Most Popular) Pgs. 244-245 IMS Catalog (46th)
Most Popular!
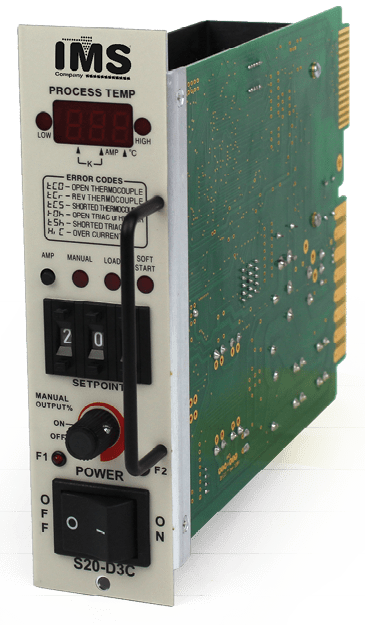
S20-D3C
Part #’s: 137679 (120V)
133753 (240V)
Rock-Solid Performance – Delivers Simple Operation and Reliability
• Manual buttons for fast and easy setpoint selection
50 / 60hz
IMS Exclusive
UATC-20
Part #’s: 134360 (120V)
133752 (240V)
Intelligent design and advanced
Perfectly matched control for Hot Runners
• Advanced membrane keypad for multiple functions and displays
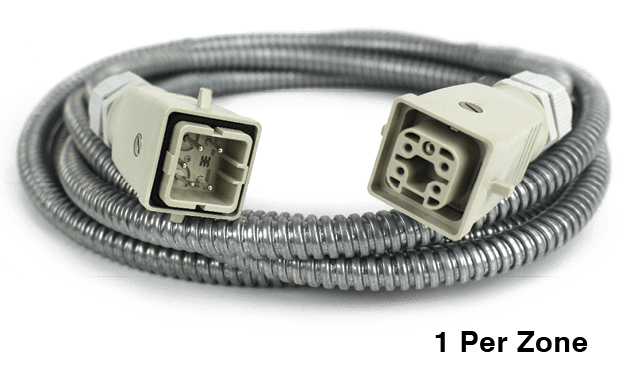
50 / 60hz4. Cables, Connectors &
Terminal Boxes1 & 2 Zone Connectors
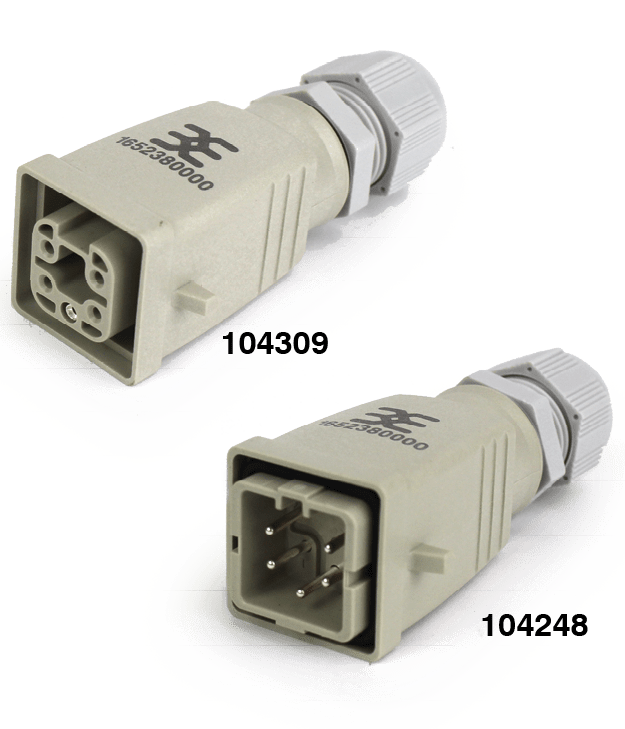

5, 8 or 12 Zone Cables – IMS Catalog Pg. 250 IMS Catalog (46th)
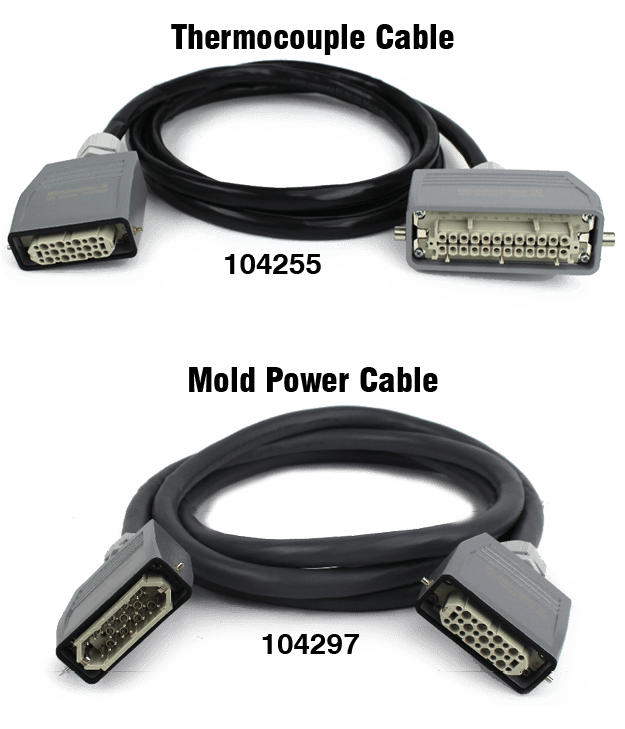
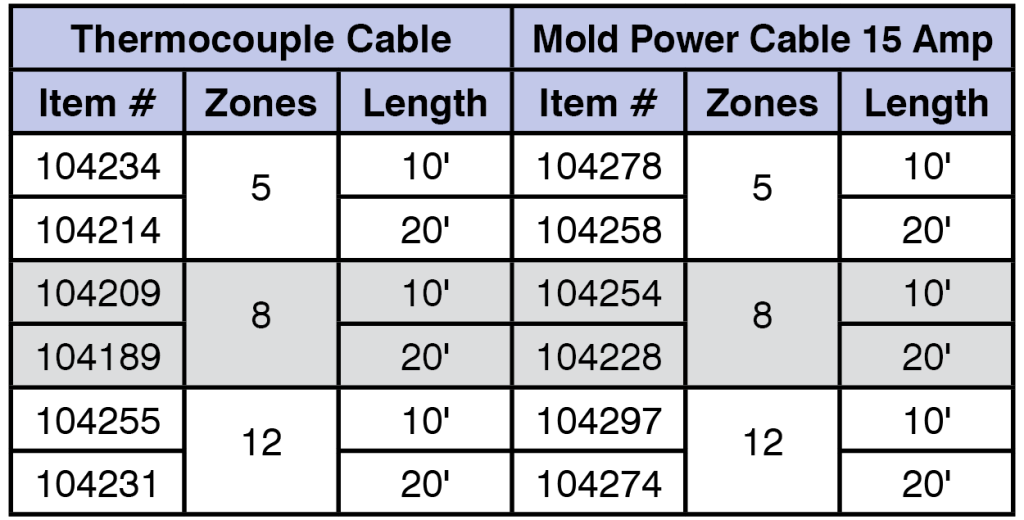
See Page 251 of the IMS Catalog (46th Edition) for
Mold End Connectors & Controller End Connectors5. Optional Accessories:
Floor Stands & Transformer Kits – pg. 253 (Transformers optional – include Floor Stands)
- Most customers ask about Transformers on
5, 8 & 12 Zone Systems - Customer chooses Transformer power capacity
- Blank Module Panels

- Most customers ask about Transformers on
-
Gate Cutters
How to Select the Right Gate Cutter for Your Job
April 19, 2022
De-gating a plastic part from its runner may be your final operation before shipping the parts to the customer. Often it is a challenge to remove a runner and leave the part cosmetically, functionally and structurally intact. Choosing the proper gate cutter with the necessary physical characteristics and features becomes an important decision.
Therefore, when selecting a gate cutter, consider the length of the handle, blade length and opening, blade angle relative to the handle and the contour of the back of the blade (the blade characteristics should match the part at the area of the de-gating) and features such as a blade stop, type of spring and handles. Consider the following features:
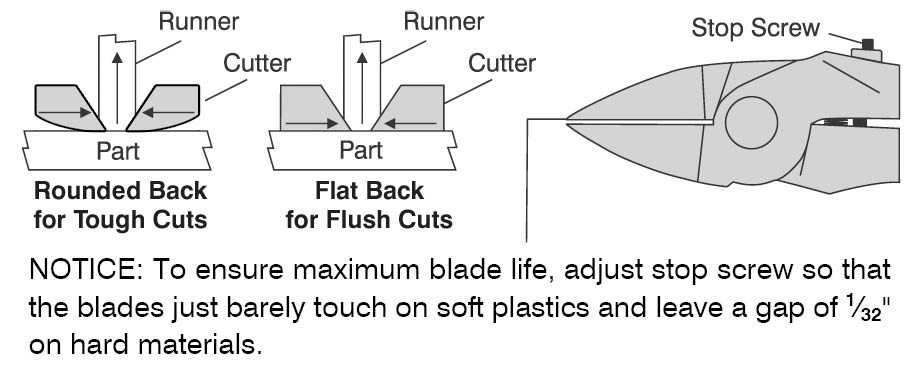
Blade Stop
Gate cutters are actually wedges that cut from both sides until the tensile strength of the uncut section at the middle is overcome, and the remainder of the runner or sprue is “snapped” out. This rapid release causes blades to hit each other, shortening their life.

For this reason, a blade stop screw is recommended if the cutter is to be used on hard, brittle materials. The screw should be set so the blades stop short of hitting each other. For softer materials, a better cut can be obtained using a very thin, sharp blade. If a blade stop is used with softer materials (polyethylene, flexible PVC, etc.), it should be adjusted for minimal blade gap. This allows the blades to cut farther through the runner, yet only allows the blades to touch slightly.
Springs
Leaf springs are welded to the handles and covered by hand grips. Generally, they are set to a lower pressure and require less effort to squeeze, thereby reducing user fatigue. Coil springs offer a stronger return pressure “fly back” when releasing from a cut, but require more pressure to make a cut. Also, they can be easily and inexpensively replaced by the operator.

Handles
The length of the cutter’s handles determines how much pressure the operator must exert to cut through a gate or sprue. A cutter with a handle that is too short will cause excessive strain on the operator’s hand. A cutter with a handle that is too large for the operator’s hand is difficult to grip.

Try to match the cutter with the operator’s hand and the gate or sprue being cut. Ergonomic-contoured handles are effective in reducing the fatigue that can accompany the prolonged squeezing action of gate cutting. They minimize strain on the smaller, weaker fingers by keeping them from pulling from a tight-fisted position. This reduces the risk of carpal tunnel syndrome.
We have a wide range of gate cutters to fit all your gate cutting needs. If we don’t have it in stock, chances are, we can make it!
We encourage you to send us a small quantity of parts with the runners attached, so we can recommend the best cutter for your application or we can design unique cutter blade configurations to your specifications. Reduce muscle fatigue and Carpal Tunnel Syndrome with custom-made ergonomic gate cutters.

Contact the IMS Supply Team today at sales@imscompany.com or call for more details and an RA number. Then send a sketch and some samples of your molded parts with uncut gates to get a prompt quotation.
-
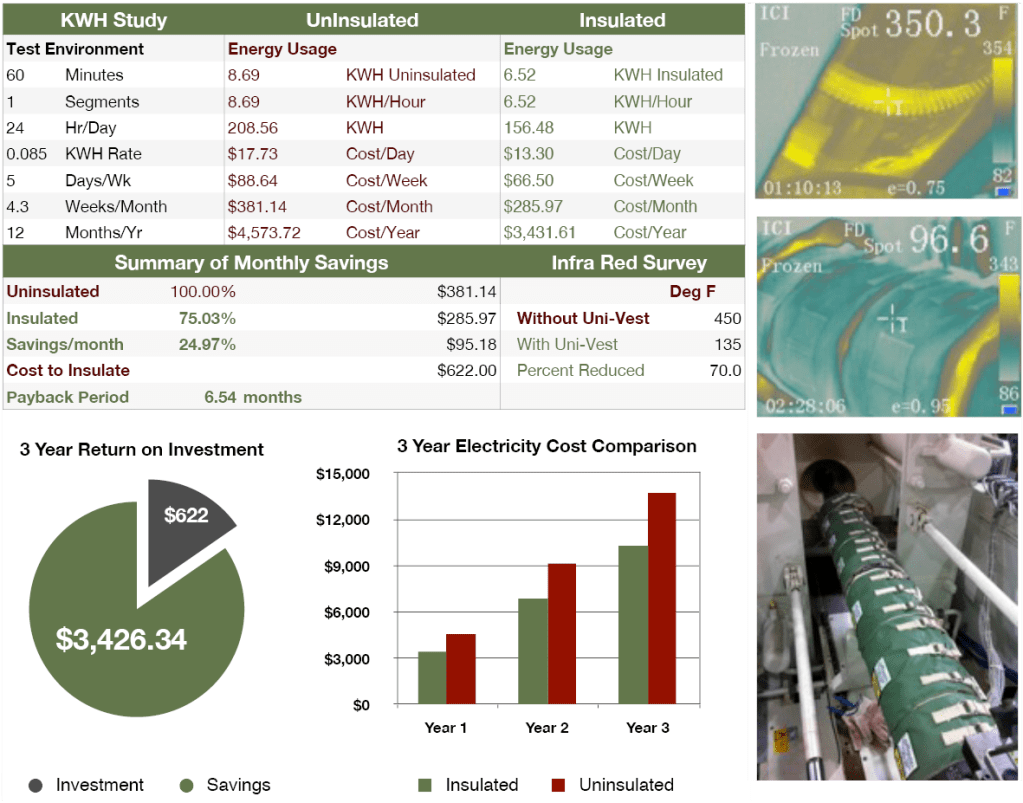
Barrel Insulation Blankets
ROI Press Study
Pays for Itself In Energy Savings
April 12, 2022
150 Ton | 200 Ton | 400 Ton | 500 Ton
700 Ton | 1000 Ton | 1100 Ton | 2450 Ton
Many States offer Financial Incentives for Energy Efficiency
UNIVEST® Insulation Blanket Energy Savings Qualify!
Find out if your state offers any programs: http://www.dsireusa.org
Database of State Incentives for Renewables & Efficiency®- Minimizes barrel heat loss
- Reduces electrical use on heater bands
- Keeps energy costs down

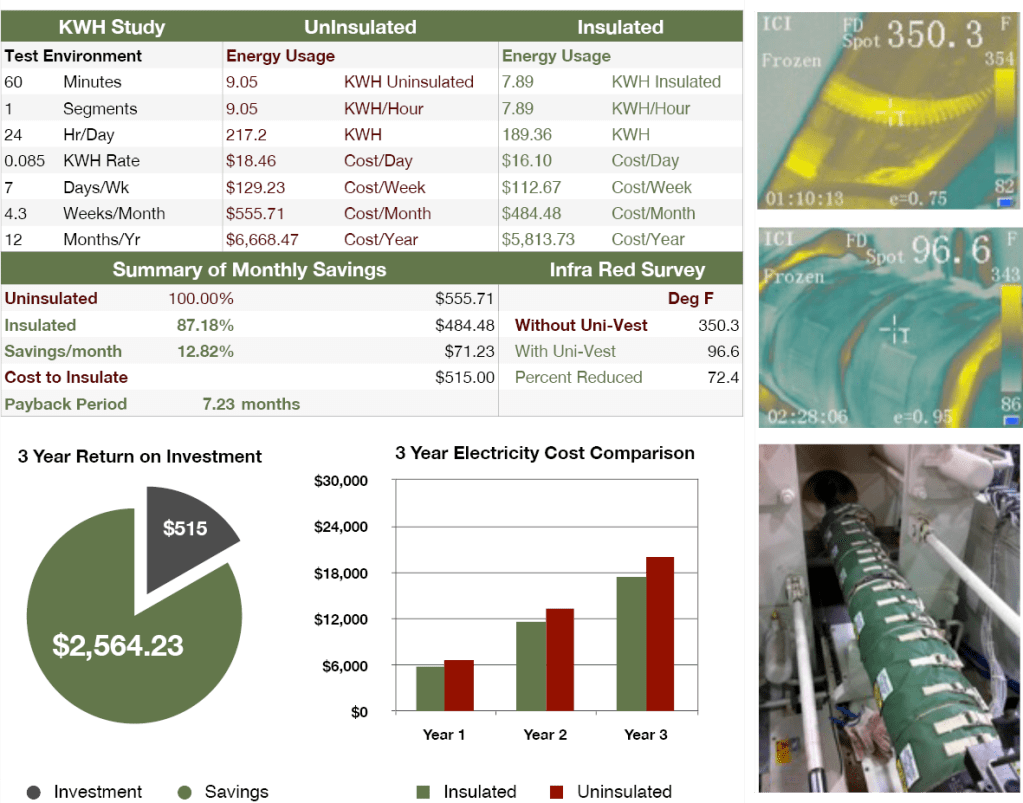
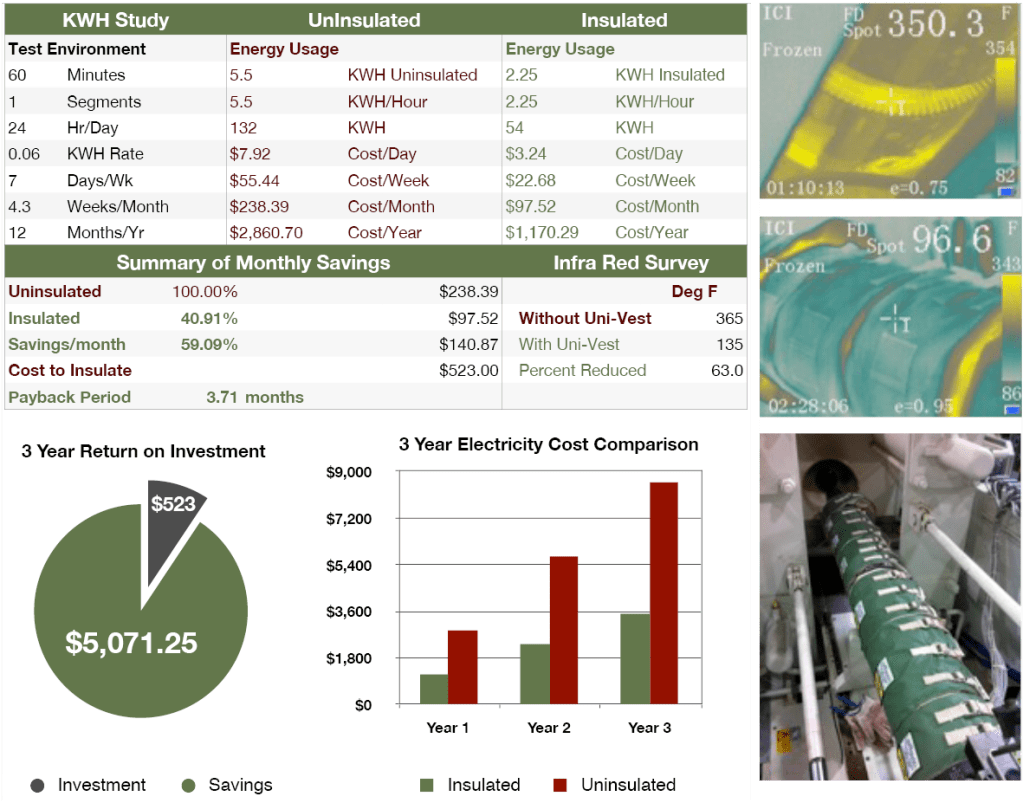
KWH Study Thermography Report
Toyo – 150 Ton
Cost to insulate: $495.00
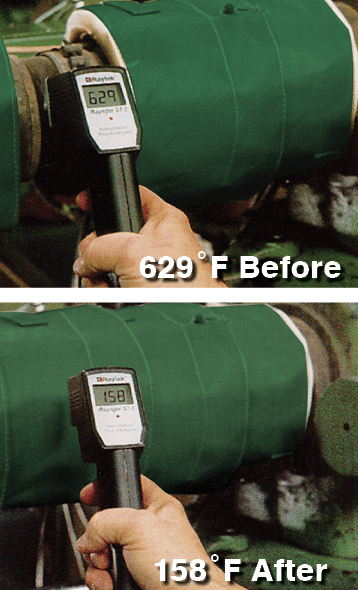
Thermography report shows 254° drop in surface temperature when UniTherm Insulation Systems are installed.*Yielding a 72% (per machine) drop in radiant heat loss into climate controlled facility.

Toyo – 200 Ton
Cost to insulate: $515.00
Thermography report shows 254° drop in surface temperature when UniTherm Insulation Systems are installed.*Yielding a 72% (per machine) drop in radiant heat loss into climate controlled facility.
Van Dorn – 400 Ton
Cost to insulate: $523.00
Thermography report shows 230° drop in surface temperature when UniTherm Insulation Systems are installed.*Yielding a 63% (per machine) drop in radiant heat loss nto climate controlled facility.
Van Dorn – 500 Ton
Cost to insulate: $622.00
Thermography report shows 315° drop in surface temperature when UniTherm Insulation Systems are installed.*Yielding a 70% (per machine) drop in radiant heat loss into climate controlled facility.
Van Dorn – 700 Ton
Cost to insulate: $1,009.00
Thermography report shows 315° drop in surface temperature when UniTherm Insulation Systems are installed.*Yielding a 70% (per machine) drop in radiant heat loss nto climate controlled facility.

Van Dorn – 1000 Ton
Cost to insulate: $1,337.00
Thermography report shows 315° drop in surface temperature when UniTherm Insulation Systems are installed.*Yielding a 70% (per machine) drop in radiant heat loss into climate controlled facility.

Van Dorn – 1100 Ton
Cost to insulate: $1,400.00
Thermography report shows 32.1° drop in surface temperature when UniTherm Insulation Systems are installed.*Yielding a 34% (per machine) drop in radiant heat loss into climate controlled facility.

Van Dorn – 2450 Ton
Cost to insulate: $1,638.00
Thermography report shows 315° drop in surface temperature when UniTherm Insulation Systems are installed.*Yielding a 70% (per machine) drop in radiant heat loss into climate controlled facility.

-
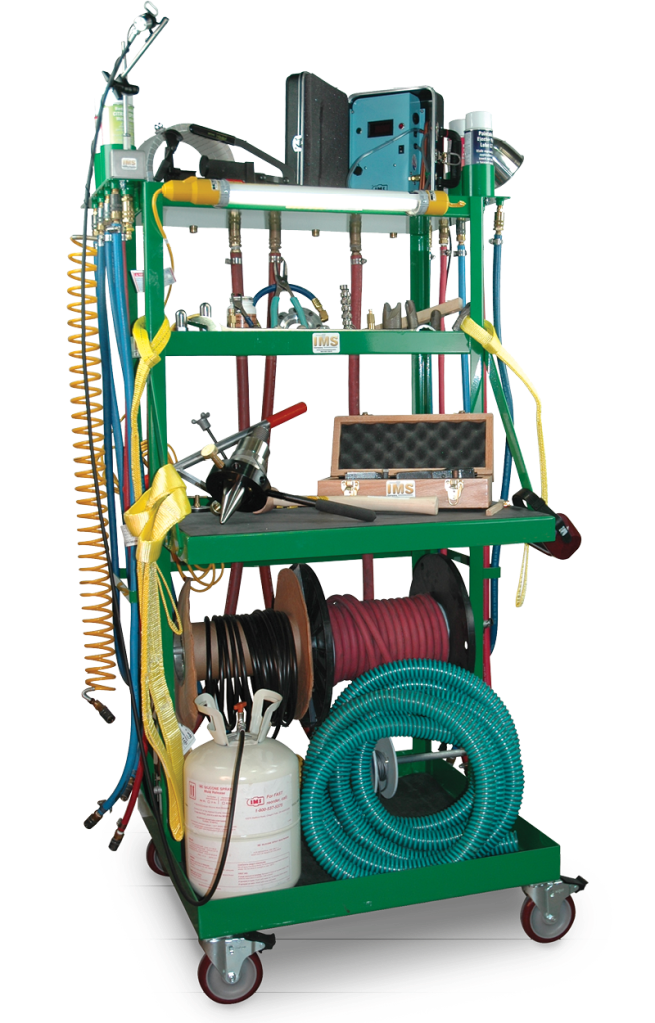
Reduce Mold Setup Time!
Faster Mold Changeover Saves Time & Money
April 4, 2022
IMS Select: The Hoist Ring Rack
It is a good idea to keep the most common rigging products you use on this cart. You may want to affix user installed labels on your cart to be sure products are returned to their proper location. Quick Mold Change
Using a video camera, record at least two mold (more preferably) changeovers made by different technicians. Have a meeting with your team, discuss and list what procedures work the best. Everyone has a trick or two up their sleeve that can be passed on.
Here are a few suggestions for discussion:
- What can be done while the mold that is coming out is still running?
- List the steps to be done as soon as the order comes for the mold change.
- List the steps to be done as soon as the machine is shut down.
- What can be taken care of before starting the changeover? (Coffee breaks, bathroom breaks, etc.)
- Who’s going to troubleshoot running machines while the changeover is in process?

Examine the list. How much set up time can be saved in preparation?
Here’s a few examples of places to shave some time off your set up:
- Have the mold being set ready at the machine before shut down
- Install FasTie Couplers on your Ejector Bars
- Install Quick Change Waterline Fittings
- Preheat the mold off line with a spare thermolator
- Pre dry your material in a Mobile Drying Hopper
- Have an IMS Mobile Set Up Cart stocked and ready to go with Eyebolts, Straps, Bolts, Water Fittings, etc.
Molding Safety Checklist
Inspect the press and surrounding areas including all auxiliary equipment for the following:
- Is the area clean and free of all potential hazards?
- Is other electrical equipment that could be hazardous during the operation locked out?
- Are the correct mold straps used to strap the mold together?
- Did you perform the daily inspection on the hoist/crane?
- Are the holes in the platen in good condition? Will they be able to hold the mold?
- Are the clamps the correct size for the mold?
- Are the clamps cracked or bent?
- How many clamps are needed to hold the mold?
- Are the clamps spaced evenly? It is essential that the clamps are placed properly.

- Make sure the bolts for the clamps are the correct size & grade.
- Make sure you are using the proper grade of bolts.
- Are the bolts in good condition?
- Check the manufacturer’s torque information to see how much torque needs to be placed on the bolts.
- Don’t rely on air pressure to torque bolts properly!
- It is NOT recommended to re-use bolts from a previous application
-
Screw Tips
Introduction
February 17, 2022
IMS Company wants to keep in touch with anyone in the plastics industry. In my 39 plus years in the plastics business, I have witnessed a lifetime of changes. Many large, long-time molders are gone. The technology has changed. Many “old timers” with a wealth of industry knowledge are gone as well, replaced by many who may not be as familiar with the wants and needs of the plastics industry.
That is where IMS can help. As the original supplier of anything a plastics processor may need, IMS can help identify and fill any need you may have. To that end, we will begin addressing various topics that we hope will assist anyone who has questions.
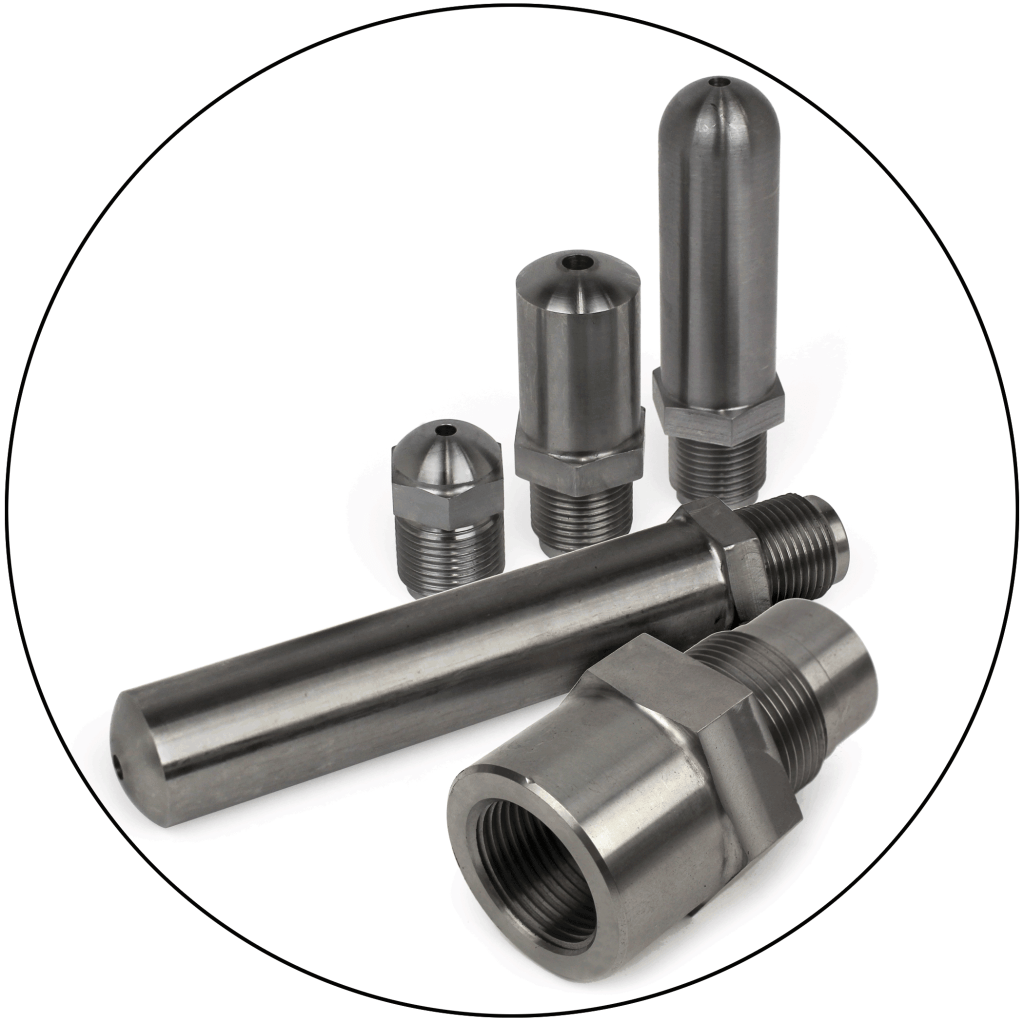
Free Flow Screw Tip Assemblies Screw Tips
Choosing the first topic to talk about proved to be difficult, but it comes down to writing about what I know. I spent my first nearly 18 years designing screw tips, and working with customer to help solve their problems.
I have learned several things over the years:- Each machinery OEM has their own screw tip designs
- Everyone has an opinion on the correct screw tip to use
- Price, while being important, is not as important as having the tip in stock.
- What a customer is molding (resin) should always be the first question considered by anyone choosing a screw tip
While each OEM has its own tip style, and while there are many aftermarket designs, it is always the choice of the molder as to which style to use. Some fall back on previous experiences, including previous use and results. Others have different criteria – maybe price serves as the driver for their decision. Once again, it is the molder’s preference, and we are here to help.
Huge Screw Tip Inventory in Stock – Call for Availability! When I am asked what screw tip I would recommend, I always ask what material is being processed. My own experiences have taught me that how the material flows, or the heat sensitivity of the material, or whether the resin includes any reinforcements such as glass – these are the main factors to determine what tip to use.
For example, I have always steered molders to a free-flow design, and for several reasons:
- I am a firm believer in avoiding flow restrictions, and to that end will usually recommend the less restrictive free flow design. Less restricted melt flow usually shortens fill times, and is less harmful to the melt itself. Using a free flow with heat sensitive materials is also a recommendation that I would make.
- If you are running any filled material, it is always best to utilize a screw tip made from a wear resistant steel. CPM9V, or an equivalent seem to provide the best tip life in those types of wear situations. Of course, there are exceptions where you may need another type of wear solution.
- If the total wear between the screw tip and barrel is less than .025″, but you are still experiencing blow-by and the resulting short shots that go with it, you may want to try an IMS Brody-Ring®. The ring is installed on the check ring of the screw tip, and will help prevent material from travelling back into the barrel. The extra residence time in the barrel – which can cause the material to break down – is eliminated as well as any short shots.

IMS Screw Tip Brody-Ring® Extends Barrel Life 2-3x! If you need a screw tip, IMS needs the following information:
- O.D. of existing screw tip (or screw O.D. or barrel I.D.)
- Machine Make (Toshiba, Nissei, etc.)
- Material being processed
- Thread size
- You may also need to know the nose angle of the existing screw tip so it can be matched. That may be dependent on the type of machine you have.
IMS has a Form in its catalog to help make it easier to provide the information. An IMS sales person can assist.
Screw tips, while considered a small part of the molding machine, can render a machine useless if it wears or breaks. It is the job of IMS to help prevent the down time that goes with a broken or worn tip. Preventing down time, and saving money – let IMS help you.
While others push process controls, IMS shows you how to improve the process!Written by: Pat Fox
IMS Company
Acting General Manager