IMS Company
A trusted partner for the plastics processing industry, offering a wide range of high-quality, process improving products at competitive prices. We are a diversified distributor specializing in supplies, components, auxiliary machinery, and equipment. With 75 years of industry experience, our stocked warehouse ensures fast, reliable delivery, helping you maintain peak production efficiency. Whether you need innovative products, expert support, or tailored solutions, IMS Company has the expertise and resources to keep your operations running smoothly. Visit us at imscompany.com for more!










For 75 years, one thing has never changed at IMS — our single-minded focus on providing products and services designed to help your shop increase efficiency and ramp up productivity.
Check out IMS on YouTube!
Blogs
March 9, 2026 – Maximize Molding Performance with the Right Materials
July 28, 2025 – Why Keiba Gate Cutters Excel in Precision Cutting
June 3, 2025 – Sizing a Desiccant Dryer for Plastic Injection Molding
May 7, 2025 – Mold Cleaners
January 7, 2025 – Time to Purge
November 4, 2024 – Plant Shutdown
October 22, 2024 – Prepare Your Shop for Winter
September 11, 2024 – New Injection Press Setup
August 26, 2024 – D-limonene
August 14, 2024 – Mold Rust Prevention
July 9, 2024 – Mold Cleaner vs. Mold Release
March 25, 2024 – Part Diverting Systems
March 13, 2024 – Chill Out
February 22, 2024 – Why is Moisture a Problem
February 19, 2024 – What is a Vacuum Loader
February 5, 2024 – Injection Molding Nozzle Tips
January 29, 2024 – Metal Separation
May 30, 2023 – Benefits of Insulation
April 22, 2023 – Sustainability
March 20, 2023 – Dew Point Meter/Monitor
March 2, 2023 – IMS Lime Buster
March 1, 2023 – IMS Brody Ring
January 30, 2023 – Clean Room Manufacturing
January 1, 2023 – Heater Band Wiring
December 21, 2022 – IMS Select Drum Tumbler
December 8, 2022 – Plastic Granulators
December 6, 2022 – Mold Setup Cart
November 28, 2022 – Eliminate Static and Dust
November 18, 2022 – Extending the Life of Your Heater Band
November 2, 2022 – How to Set Barrel Zone Temps
September 9, 2022 – The Benefits of Extruder Screens
August 24, 2022 – Calculating Heat Load for a Circuit
August 17, 2022 – Purgex Purging Compounds
August 12, 2022 – Air Wipe
August 11, 2022 – IMS Custom Projects
August 4, 2022 – New Shini Hopper Loader Systems
July 21, 2022 – Quick Change Fittings – Thread Profile Sizing
July 19, 2022 – IMS Custom Project
June 20, 2022 – Safety First
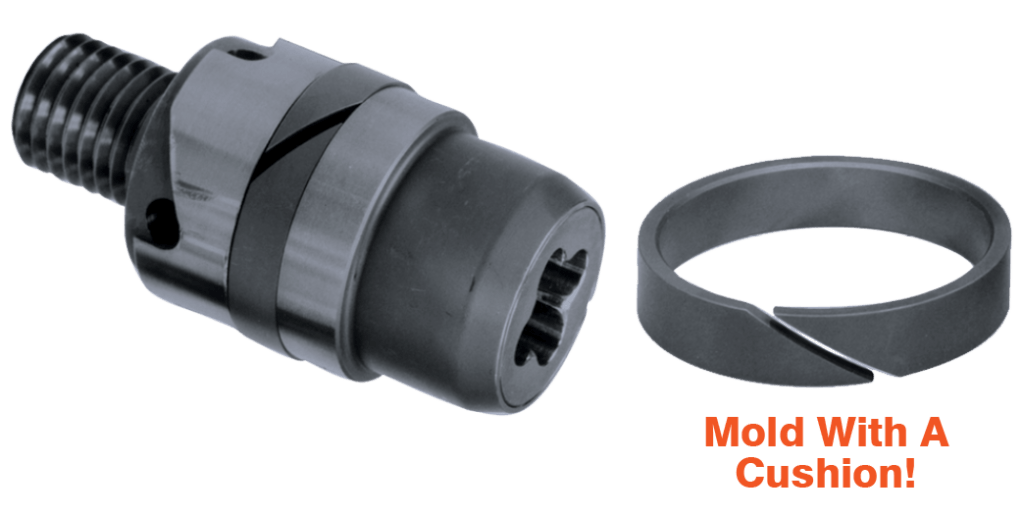
June 15, 2022 – IMS Screw Tip Brody Ring
June 15, 2022 – Screw Material Guidelines
June 15, 2022 – Screw Tip Wear Issues
June 15, 2022 – Essential Barrel Information
June 9, 2022 – Mold Safety Checklist
June 2, 2022 – Why Choose High Quality Desiccant?
May 26, 2022 – Circulators 101
May 19, 2022 – Sizing a Chiller
April 25, 2022 – Mold Temperature Control Product Selection
April 19, 2022 – Selecting the Right Gate Cutter For Your Job
April 12, 2022 – Barrel Insulation Blankets
April 4, 2022 – Quick Mold Change
March 14, 2022 – Spiral Technology
February 17, 2022 – Screw Tips




-
Circulators 101
March 6, 2024
Circulators (Thermolators, Temperature Controllers) are essential components in injection molding processes, primarily utilized for controlling the temperature of molds so that as the part cools after injection, it maintains dimension, shape and structure – ensuring consistent quality and efficiency. Controlling the mold temperature is critical to good parts. You can get good melt flow, and the cavity can fill quickly and fully, but if the part is not cooled properly then a good melt flow means nothing.
Circulators need to be compatible with the injection molding machinery and seamlessly integrated into the overall manufacturing setup for efficient operation. Regular maintenance and monitoring of circulators are essential to ensure they continue to function optimally, thereby avoiding downtime and production delays. In advanced setups, circulators may be integrated into the overall automation system of the injection molding process, allowing for real-time monitoring and control of temperature parameters.

Here’s how circulators are typically used in injection molding:
- Cooling: Cools the molds after each cycle. Rapid cooling is essential for improving cycle times and overall productivity.
- Heating: In some cases, circulators may also be used for heating the molds to specific temperatures.
- Thermal Stability: Ensure thermal stability throughout the injection molding process, which is crucial for preventing defects and maintaining part quality.
- Energy Efficiency: Modern circulators often come with energy-saving features to optimize energy consumption during the temperature control process, contributing to cost-effectiveness and sustainability.
- Process Optimization: By precisely controlling the temperature of molds, circulators play a vital role in optimizing the process for different materials and product specifications.
Overall, circulators play a critical role in maintaining temperature control and ensuring the quality, efficiency, and reliability of injection molding operations. Their proper selection, installation, and maintenance are essential considerations for any injection molding facility.
IMS offers several options for temperature control needs: Circulators, Mold Temperature Controllers
You May Also Need:
Heat Transfer Fluids
A Quick Comparison Of Heat Transfer Mediums
• Water — Limited use range: 32° to 212°F. Encourages corrosion.
• Uninhibited Glycols — Allow temperatures to 250°F, but 2½ times more corrosive than water, if not neutralized.
• Automotive antifreeze — Contains corrosion inhibitors, but can foul heat transfer surfaces in less turbulent systems.
• UG-10 Ethylene Glycol — Low silicate formula provides good corrosion protection at a relatively low price.
• EG-17 Ethylene Glycol — Industrial inhibitors coat surfaces and impact pH for maximum corrosion protection.
• Pro-17 Inhibited Propylene Glycol — Non-Toxic Heat Transfer Fluid With Maximum Protection Against Acidity and Corrosion.
• PG-1 Hi-Heat Transfer Fluid — The Ultimate, Non-Toxic Fluid For Non-Pressurized Heating To 600°F.
• FF-1 Oil System Flushing Fluid — Improves heat transfer for faster cycles.
• PSC Plus Oil System Cleaner — Maximizes heat transfer for more parts and increased quality.
In addition, how efficiently any of the above units work is directly tied to how clean your mold passages are. Any buildup of scale can affect the transfer of heat. The passages need to be checked and maintained regularly. To help with that, IMS offers the Limebuster which helps remove the scale buildup in mold passages. Just 1/64″ of scale can reduce the heat transfer rate up to 40%. Using an acid/water mixture, the fluid is circulated by a low pressure pump. The fluid helps dissolve the scale slowly so good heat transfer can return. This type of unit also is used to clean heat exchangers.

Before 
After 
While the above is basic in its presentation, the message is clear; IMS understands and can help. IMS has the expertise and the equipment to help maintain and even improve your process. Good parts and reduced scrap means you make money.
That is what we are here to help with. Call IMS Today for all your Injection Molding needs.


-
Spiral Technology
Cut Cycle Time – Mold Better Parts
IMS Select Exclusive Spiral™ End Caps, Screw Tips,
R-Screws and Hoppers will help you do both!Logarithmic spiral curves promote a faster, freer flow of material than conventional, flat tapers. A smoother, unencumbered flow produces better parts. These facts are why IMS incorporates spiral curves in each component of it’s exclusive SPIRAL™ System. The following is a brief history of how the IMS SPIRAL™ System developed.
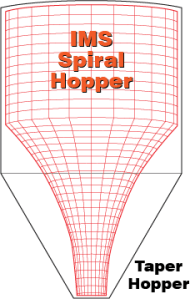
Watch this 30 second video to see how much faster material
passes through the Spiral (right) versus Conical (left) Hopper.The introduction of electronic process controls back in the early 1980’s was without a doubt a technological breakthrough. For a lot of OTHER industries this was a huge step forward. For the injection molding industry, however, IMS questioned the logic of trying to computerize a process so full of variables and lacking in standardization.
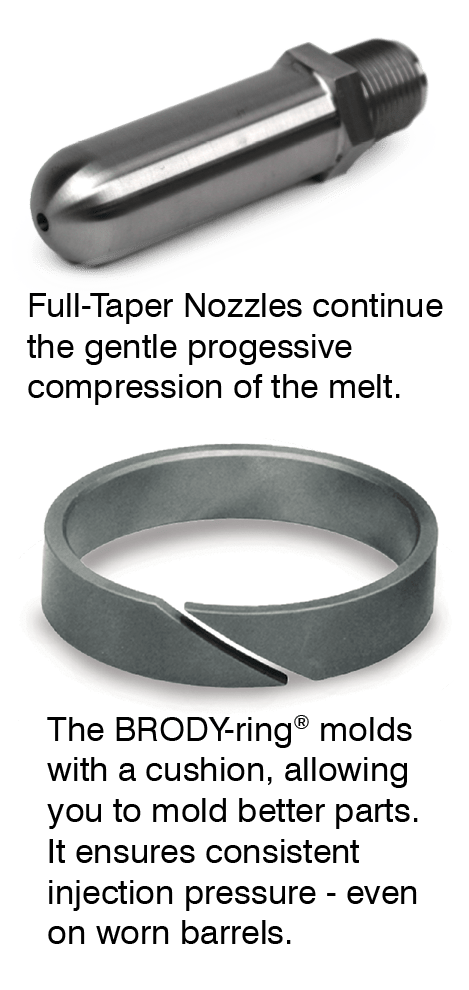
Prior to process controls, IMS had developed numerous individual products aimed specifically at improving part quality. Full Taper Nozzles and Screw Tip BRODY-Rings® are just a couple of examples. Each addressed a specific need and they all remain solid, successful products. It was the emergence of process control, however, that really started us thinking about the injection process as a whole (both the machinery and the material) and what could and should be changed in order to mold better parts.
It was already a proven fact that the current, restrictive R-Screw Process was stretching and deforming the molecular bonds of our plastics and seriously affecting finished part strength. We needed to find ways to get the plastic from the hopper to the mold with the least amount of damage possible. We found that this problem could be solved, in large part, by the replacement of all standard, flat internal tapers with smoother, gentler, logarithmic spiral curves.

The more gradual compressing of the material, plus the resulting coanda effect (that is, the phenomenon of material flow tending to follow closely along the wall contour of a passage), greatly eased the strain on the plastic’s molecules and the effects on the material’s inherent properties.
A. In 1986, IMS first used this technology in the development of their revolutionary Spiral™ End Caps. The results, as projected, were impressive. Parts were stronger and more dimensionally stable. Older presses equipped with these new end caps were actually producing higher quality parts than new presses with traditional style caps.

Spiral™ End Cap 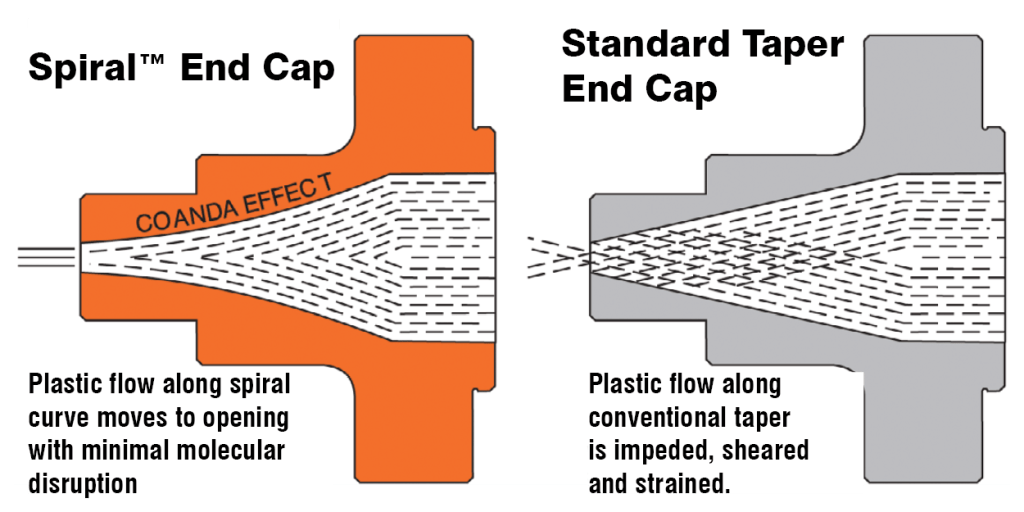
Spiral-Passage Barrel End Caps Coalesce The Melt
Without Damage to the Molecular Structure.B. Next IMS focused its attention on the Screw Tip. Their existing melt valves with narrow sliding ring and anti-blow- by BRODY-Ring® seal were already proven effective at maintaining shot control. But it was the development, in 1988, of a unique, Spiral™ front end that made IMS Spiral™ Screw Tips the least restrictive tips ever produced. The reduction of strains, flow lines and shear-induced heat in the melt improved part strength and quality significantly.
Another innovation was the introduction of the Thermally Compensated R-Screw. Research showed that installation of a heat tube in the front end of the screw would effectively transfer excess heat from the compression zone back to the transition zone, where it could be reused to assist in the melting of incoming pellets. Screw wear from unmelted pellets was dramatically reduced and the ability to turn down front end heat had a direct and positive effect on cycle time, part quality and reject rate.

Easy-Flow (Spiral-Discharge) Screw Tips with Brody-Ring®
Advance the Melt Without Strains or Shelter HeatC. Next step, the feed hopper. No matter what their diameter or height, they all had the same straight taper to the machine intake. At least that’s the way it was prior to 1988. Consequently, they were all prone to bridging and surging. There wasn’t a single OEM feed hopper that could guarantee consistent, even feeding of the pellets to the screw. IMS found that a logarithmic Spiral Curve in place of the straight taper produced astounding results. Tests showed that whether the material was virgin or regrind, or whether the hopper was full or nearly empty, all the material moved all the time in a steady downward flow. Hence, IMS Spiral™ Hopper was born. Their effect on part weight, part dimensions, and overall part consistency, not to mention the flowability of most stubborn materials, is remarkable.

D. Finally IMS Spiral Technology was applied to the screw – more specifically, the screw flights. With IMS Spiral™ R-Screws:
- Pellets move forward in a more controlled, gentle tumble.
- Pellets begin melting sooner and proceed in a far more efficient and orderly manner.
- Pressure is provided by the lateral movement of the screw (as it should be) – NOT by the compressing of the material by the screw flights, as is the case with all existing injection screws.
Nearly 30 years since the introduction of the reciprocating screw, the IMS Spiral™ R-Screw was the First and Only screw developed expressly to reduce molded-in stress and strain. Research has revealed the injection machine doesn’t work as hard and produces more consistent quality parts.
IMS Exclusive Spiral™ Retrofit Components can improve the IMS Exclusive Spiral™ Retrofit Components can improve the performance of any injection press regardless of age, make, or model. They can also significantly increase your bottom line. Inquire today for more information!
When a Spiral Hopper is Likely a Better Choice
You should strongly consider a Spiral Hopper if:
- You run mixed batches or often operate with hopper partly full (versus maintaining full inventory).
- Materials are challenging: regrind, irregular shapes, high moisture sensitivity, etc.
- Your quality control is tight: need shot-to-shot consistency, minimal defects from pellet feeding issues.
- Productivity is critical, and cycle times are being impacted by material feed inconsistencies.
- You’re willing to invest a bit more up front for better performance and less downstream defects / maintenance.
When Conical Hopper Might Be Enough (or Preferable)
- If you run with hopper nearly always full, with flowable, “easy” materials.
- When initial cost or capital constraints are tight.
- Simpler operations where the benefit from Spiral design won’t offset the cost.
- If you have existing equipment and retrofitting or replacing hoppers is difficult or costly.
-
Sustainability
Earth Day
4/22
In June of 2021, The U.S. Plastics Pact announced an aggressive national strategy to ensure all plastic packaging will be reusable, recyclable, or compostable by 2025. “The roadmap is designed to help U.S. industry leaders act on the significant, systemwide change needed to realize a circular economy for plastics by 2025…if we choose to do nothing, the visions of a circular economy across the U.S. will give way to the status quo,” said Emily Tipaldo, Executive Director, The U.S. Plastics Pact.
For a product or material to be truly described as sustainable, it must meet the Three Pillars of Sustainability: environmentally, economically, and socially.
An environmental profile is defined as “A method of identifying and assessing the environmental effects associated with building materials.” Only 4% of the world’s oil production is used for plastics and much less energy is used to produce it compared to other materials. They also make a large contribution to environmental sustainability through their potential for energy savings, energy recovery, and recyclability. Whether as a car bumper or a bottle, when the “use” phase of plastic material is up, we can recycle these items. However, if it is not environmentally beneficial, the calorific value of plastic, aka the energy contained in fuel which is measured by the heat produced during combustion, can be recovered through the energy from waste incineration, providing a source of home-grown power.
Despite conflict regarding various plastic types, and the additives used to give them properties that allow for many useful benefits, the industry continues to be strong across the nation. Over the past two decades, plastics have not only contributed to the economy through manufacturing and new applications, but it has also contributed through recycling.

Plastics are also socially sustainable. The plastics industry is one of the largest manufacturing industries in the U.S. It generates $451 billion per year and employs 1.5 million. More and more, we rely on new and evolving plastic materials for our day-to-day lives, especially when it comes to our safety. Plastics in cars, for example, reduce weight and allow for the addition of safety features such as airbags. Modern plastic packaging captures reduced-oxygen air mixtures and controls the exchange of oxygen and carbon dioxide… all helping to keep our food safer and fresher. Plastics are essential in modern-day healthcare and are used in surgery, healthcare products, pharmaceuticals, and medical packaging.
The impact plastics have made economically, socially, and environmentally has allowed them to solidify their impact and importance across the globe. The conversation on sustainability is one that does not end here. There are countless things we can do in our communities and homes to help promote sustainable practices in plastics. The simplest way is to recycle. Set up recycling bins in your homes and offices, somewhere universal for everyone (kitchens, lunchrooms, etc.) We all play an important part in taking care of our planet to ensure its stability for generations to come.

Now, more than ever, at IMS we are dedicated to helping all our customers discover the best practices to conserve energy as well as time and money. We also encourage our employees to recycle with our in-house recycling unit which allows for the recycling of cardboard boxes and plastics. Any unshipped catalogs are sent to a local paper company to be recycled as well. Not only is this an important business principle, but it is also a fundamental moral responsibility.
-
Dew Point Meter/Monitor
Monitor And Spot Check The Performance Of Your Desiccant Style Drying Equipment
Dew Point Range: -40°F to +30°F (-40°C to -1.1°C)
- Establish a repeatable, controlled drying process
- Alerts you to potential problems with desiccant style material dryers
- Verify the accuracy of your material dryers built-in Dew Point Meter (if equipped)
- Built-in Self Test

- Manufactured using NIST*-traceable equipment
- Available with current calibration certificate / Can be recalibrated
- Monitor case is compact, lockable, self-contained and portable
- Adjustable alarm set points and changeable temp. display (F to C)
*National Institute of Standards and Technology
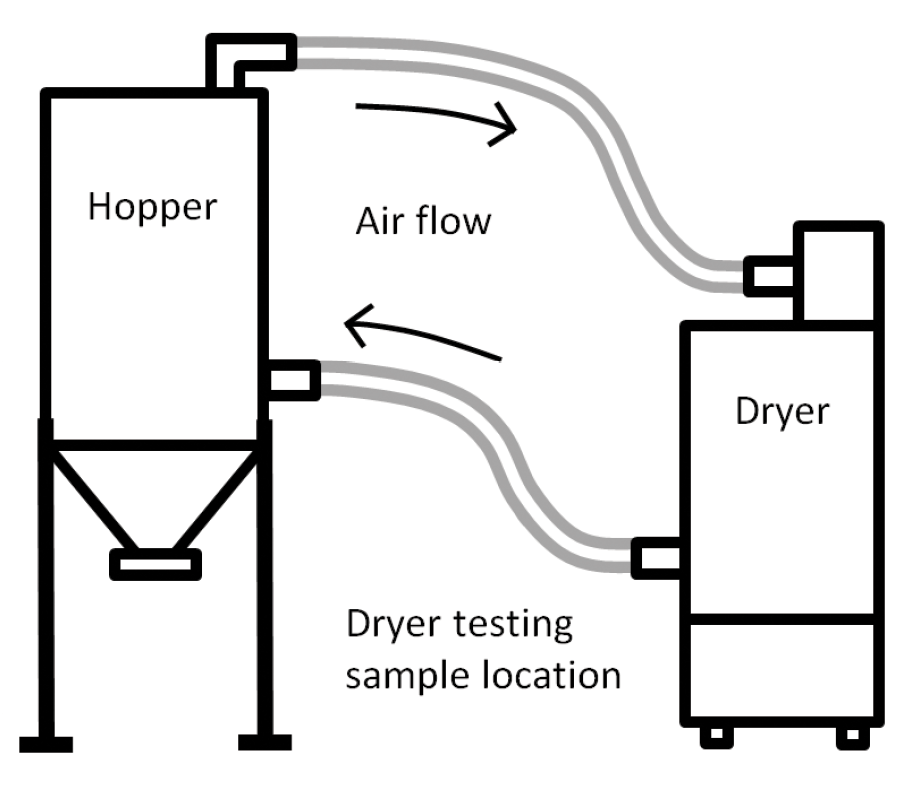
How They Work
The meter draws a dried-air sample from the dryer output. The sample’s moisture level affects the electrical resistance of the meter’s hygrosensor. By reading that resistance, the meter can give the Dew Point Temperature — the drier the air, the lower the dew point.
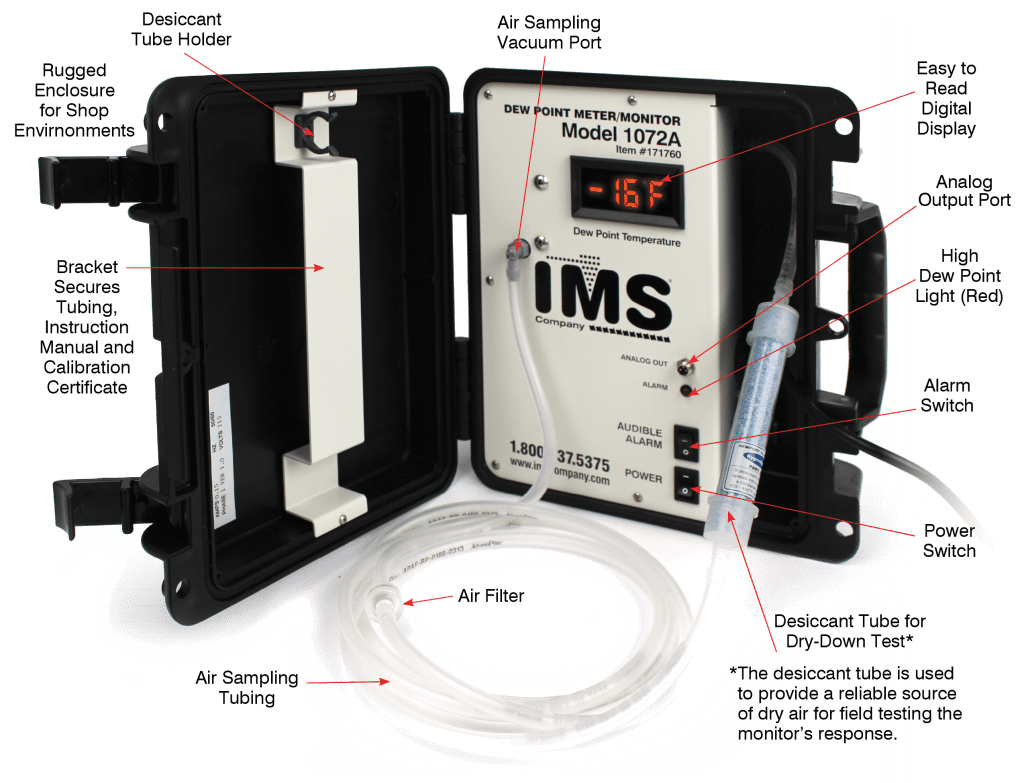
Specifications
The sampling tubing supplied with the monitor can tolerate temperatures up to 275˚F (135˚C). Higher process air temperatures can be cooled to a safe level by sampling through a few feet of ¼” copper tubing.
- Sample Air Temperature Limits: Up to 500°F
- Dew Point Range: -40° to +30°F (-40° to -1.1°C)
- Typical Accuracy: ±3°F (1.7°C)
- Alarm Set Point: -10°F (-23˚C)
- Sensor Item #: 172054
- Analog Output Scaling: -40°F to +70°F (-4˚C to -9˚C)
- Power Requirements: 115VAC 50/60HZ / 0.15A max
(230VAC optional) - Dimensions: 10.75” x 9.75” x 4.75”
- Shipping Weight: 7 lbs.
-
Why Descale?
Descaling mold water passages (channels within the mold through which coolant flows to control the temperature during the molding process) is an essential aspect of mold maintenance in injection molding.
Over time, these passages can accumulate scale deposits, which are typically a buildup of minerals, rust, or other contaminants from the water used in the cooling system. Mineral deposits can shrink the functional size of the water passages, causing a drop in flow – and therefore a drop in the ability of the mold to cool the plastic parts quickly.

To descale passages effectively, various methods such as chemical agents, mechanical cleaning, or ultrasonic cleaning may be employed, depending on the severity of the scale buildup and the material composition of the mold. It’s essential to follow the manufacturer’s recommendations and best practices to ensure thorough cleaning without damaging the mold surfaces. Regular descaling as part of a comprehensive mold maintenance program helps optimize mold performance and prolong its lifespan.
Plastic Injection Mold Process — Dissolve and Flush Away Contaminants from Mold Passages, Water Lines and
Heat Exchangers
Before 
After Why descale mold water passages?
- Maintaining Cooling Efficiency: Scale deposits can reduce the efficiency of the cooling system by obstructing the flow of coolant through the water passages. This can lead to uneven cooling of the mold, resulting in variations in part quality, increased cycle times, and potentially even thermal stress on the mold.
- Preventing Mold Damage: Severe scale buildup can lead to blockages in the water passages, causing localized overheating of the mold. This can result in thermal fatigue, warping, or even cracking of the mold components, compromising their structural integrity and lifespan.
- Preventing Corrosion: Scale deposits can create an environment conducive to corrosion within the water passages. Corrosion can weaken the mold material, leading to premature failure and costly repairs or replacements.
- Maintaining Part Quality: Descaling the water passages helps ensure that the mold maintains the desired temperature profile throughout the molding process, resulting in uniform part dimensions, reduced defects, and improved surface finish.
- Minimizing Downtime: Regular descaling of mold water passages as part of routine maintenance helps prevent unexpected issues such as mold overheating or cooling system failures, minimizing unplanned downtime and production disruptions.
Biodegradable Descalers
Any product that can dissolve those deposits must contain acid. An acid solution will re-dissolve the mineral deposits and flush them away. Acid is the only thing that can cause this re-dissolution.
“Biodegradable” descalers sounds safe, but are still approximately 9% hydrochloric acid – very strong. The user normally mixes a biodegradable descaler 50/50 with water so you are at 4.5% of a very strong acid when used. Biodegradable descalers are mainly water, yet cost almost as much an acid. A larger amount of biodegradable descaler must be used to reach an appropriate strength. The ratio of cost to descaling ability is very poor for biodegradable descalers.
Biodegradable descalers are formulated to clean potable water systems on ships and sailing vessels. They include chemicals that are designed to remove biological agents like slime, mildew, and mud. That is an issue that most molders don’t face most of the time. If you have a yacht, definitely use the biodegradable descaler. If you have molds, use an acid.
Why bother with a neutralizer?
Acid must be neutralized before disposal as waste water. Too much acid will damage the water treatment system.
Why use a Lime Buster from IMS?
IMS pioneered this equipment. We also have years of improvements and application support. DON’T BE FOOLED by premixed solutions and similar knock-off products that make the same claim. The Lime Buster is built for consistency and safety even in rugged conditions. This low-maintenance system is offered in two sizes, the Lime Buster III (11 gal.) and the Lime Buster XL (30 gal.). Designed with the user in mind, the Lime Buster’s success can be accredited to:
- High-flow low pressure CPVC Plastic Pump with Thermally Protected Continuous Duty Motor
- Easy-Pour Wide-Mouth Tank Fill and Drain
- Durable Welded Polypropylene Construction specifically molded to form a tight seal.
- Plastic Frame, Tank, Pump, Fittings and Hardware ensure corrosion resistance and long life
- Integral Grounded Switch Box
- Easy access ON/OFF Switch
- 5 Ft. Grounded Power Cord with Plug
- Quality All-Swivel Castor with Rubber Wheels
-
IMS BRODY-Ring
Instructions for Use
3/1/2024
Grooving & Installation Instructions
(See drawing for proper groove depth)
- Machine your sliding ring or tip body in lathe, or grind (if above 48 Rockwell C).
- Be sure to protect all polished surfaces and threads.
- Recommended lathe speed: 80 surface feet per minute.
- Use groove cutting tool.
- If groove is cut into a case-hardened surface, screw tip or check ring should be heat treated through to 46-48 Rockwell C prior to installation of BRODY-ring®.
- If groove is cut into a nitrided surface, screw tip or check ring should be renitrided prior to installation of BRODY-ring®.
- Slowly and carefully slide BRODY-ring® over tip body or sliding ring until it snaps into groove.
- To install in barrel, use hose clamp or piston ring compressor to compress BRODY-ring®.

Special Notes
- BRODY-rings® take up a temporary maximum of .025” total wear between screw tip and barrel.
- BRODY-rings® are only a temporary solution to worn barrel problems and should only be used until complete barrel resleeving (also available from IMS) is possible.
- If any questions, please call an IMS Customer Service
Representative. - Wall thickness under groove must be equal to groove depth for adequate check ring strength.
-
Clean Room Manufacturing
We all can remember where we were in March 2020. What began as a two week stay at home order turned into a global pandemic which left many of us wondering when we would return to work, school, and what life would look like post COVID-19. As we continue to develop our new normal, the medical and pharmaceutical industries are still on the front line developing their own post pandemic response.
Because of this, cleanrooms have solidified themselves as serving an integral part of the production process. A cleanroom is a controlled environment where pollutants like dust, airborne microbes, and aerosol particles are filtered out to provide the cleanest area possible. Cleanrooms can be classified into different levels of contamination depending on the amount of particles allowed in the space, per cubic meter and can also control variables like temperature, air flow, and humidity.
One of the many hurdles of designing cleanrooms is their ability to deal with air pollutants. That is why the need for high quality filtration units is key as they control airflow and halt airborne particles from entering. When designing your clean room, make sure to include carbon filters and non-filter purifiers.
Another issue to consider is the list of materials banned from use in a Clean Room. Stainless steel equipment is often used in cleanroom environments because it can meet strict hygiene requirements. This robust metal can also withstand the most rigorous cleaning processes. IMS is your source for products fit for a Clean Room Environment.
Providing training for all staff to ensure they are properly wearing the correct PPE is essential to preventing cleanroom contamination.
Working in a cleanroom goes far beyond cleanliness. Manufacturing in a clean room requires a high level of training and competency by personnel to maintain the environment’s standards and cleanliness. Be sure your team understands the environment and industry-specific concerns as operations require strict attention and procedures.While COVID-19 brought to light many gaps in our preparedness, the US has continued to be the leader of innovation in all levels of life science industries. IMS Company has helped science industries maintain their clean rooms for over 70 years. Let us be on the frontline with you for today’s challenges and beyond.
-
Heater Band Wiring
January 1, 2023
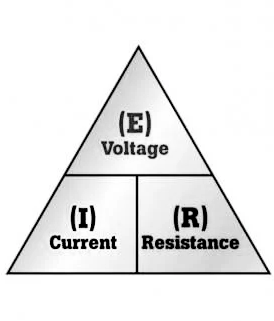
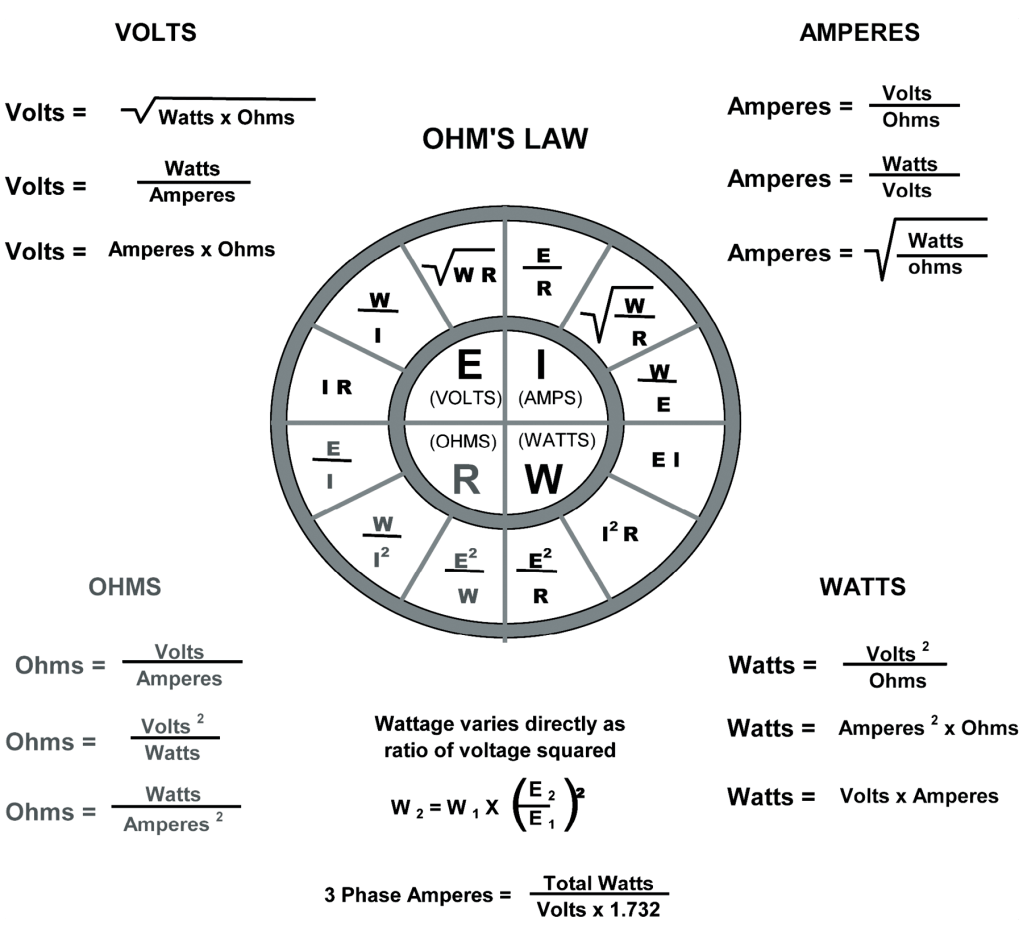
Ohm’s Law
In other instances another material may impede the flow of current, but still allow some though. In electrical circuits, these components are often called resistors. Yet other materials let virtually no current though and these materials are called insulators.
(Source: https://www.electronics-notes.com/)Variations of Ohm’s Law
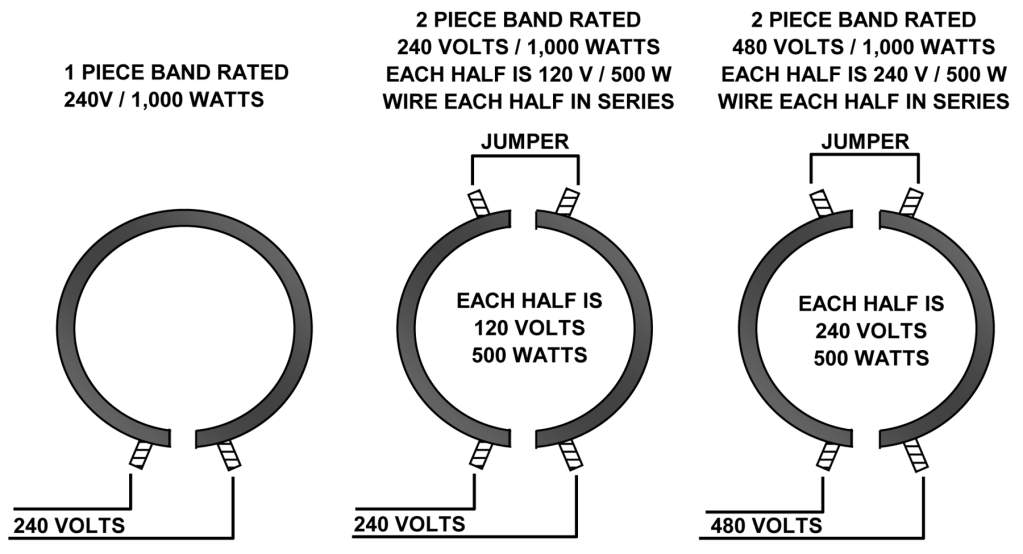
One Piece and Two Piece Bands:
Parallel and Series Wiring
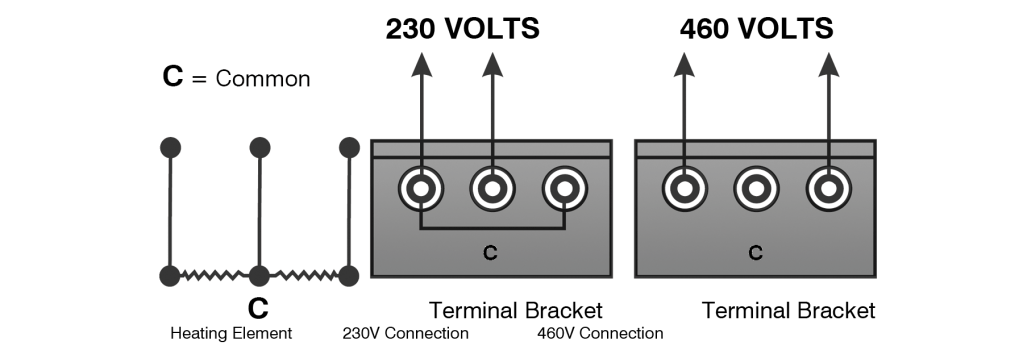
3 Post Terminal Wiring
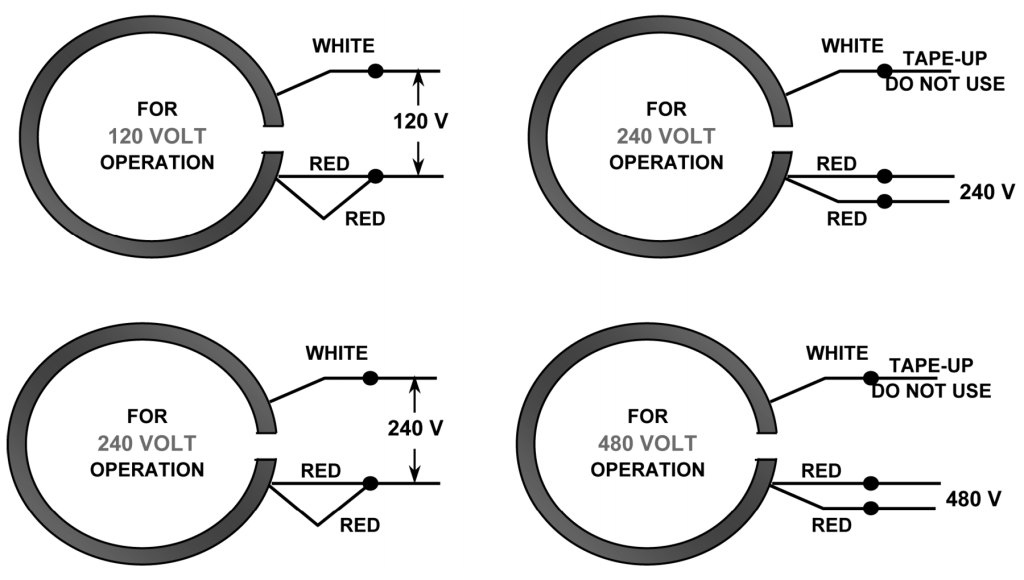
Dual Voltage
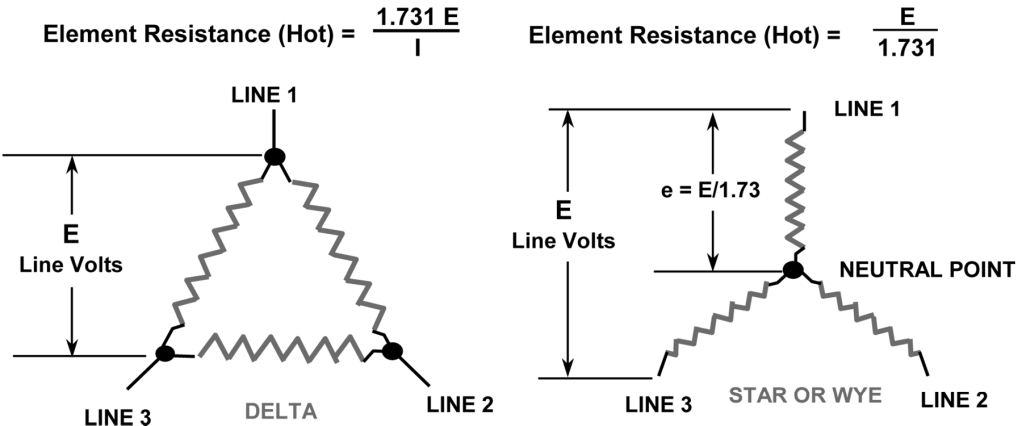
3 Phase
Wiring Instructions
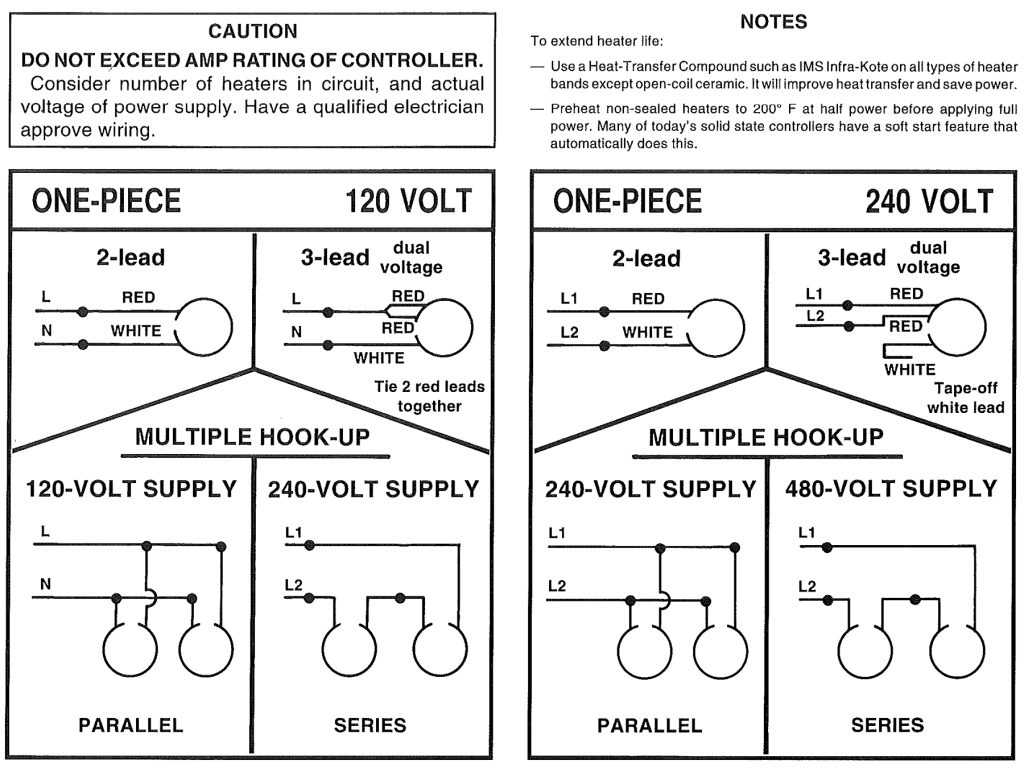

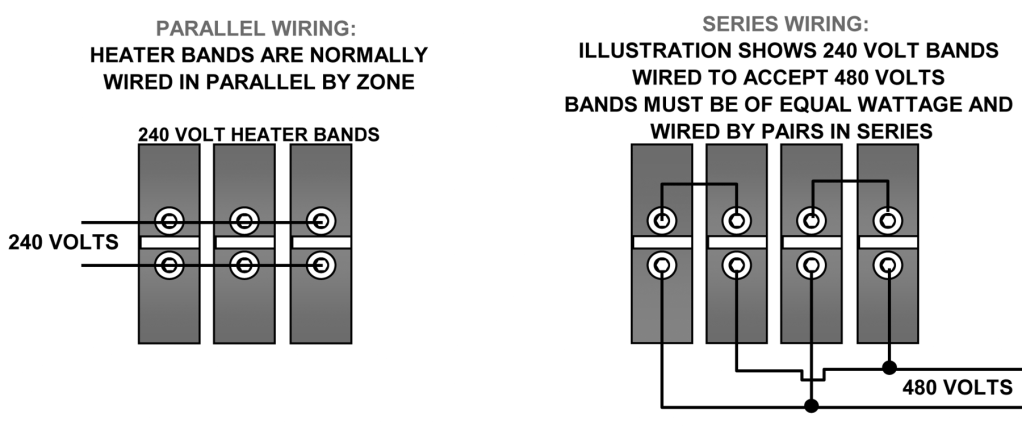
Should You Connect Heaters
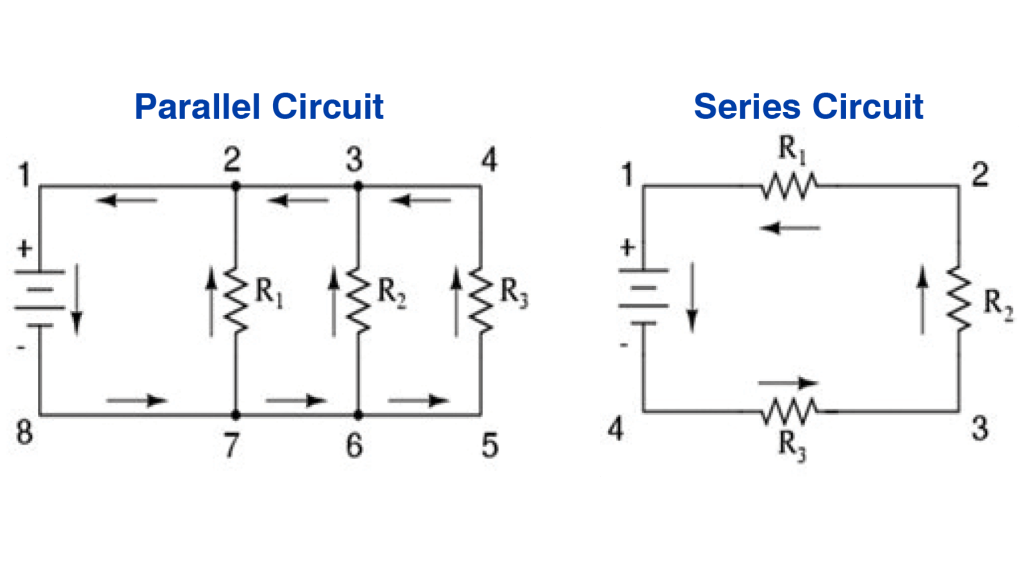
in a “Series Circuit”?This question arises when more than one heater is to be connected to electrical power.
– Usually any number of heaters can be connected in a “Parallel Circuit”.
– Usually only two heaters may be connected in a “Series Circuit” as it is much more complicated to do so.
The main disadvantage of a “Series Circuit” is that there is only one path in which the current can flow. Opening or breaking a Series Circuit at any point will cause the entire circuit to “open” or stop operating:- In a “Series Circuit” every heater must function properly for the entire circuit to operate. If any heater fails, all other heaters within that circuit will not receive power to operate, whereas in a
“Parallel Circuit” the failure of one heater will not affect the other heaters in that circuit. - If two heaters are connected in a “Series Circuit” the voltage of each heater must be the same and equal to “one half” of the total voltage available. Example: Let’s say you have two 240 volt heaters connected in series, therefore you must provide a 480 volt supply for the heaters to function properly.
- The wattage of each heater is a “Series Circuit” must also be of the same value. If the wattage and voltage for each heater are not the same value the heaters will not split the voltage equally,
resulting in improper heating.
If you must wire heaters in “Series” the basic rule of thumb is that only two heaters are wired together, and those heaters must have the same voltage and wattage specifications.
- In a “Series Circuit” every heater must function properly for the entire circuit to operate. If any heater fails, all other heaters within that circuit will not receive power to operate, whereas in a
-
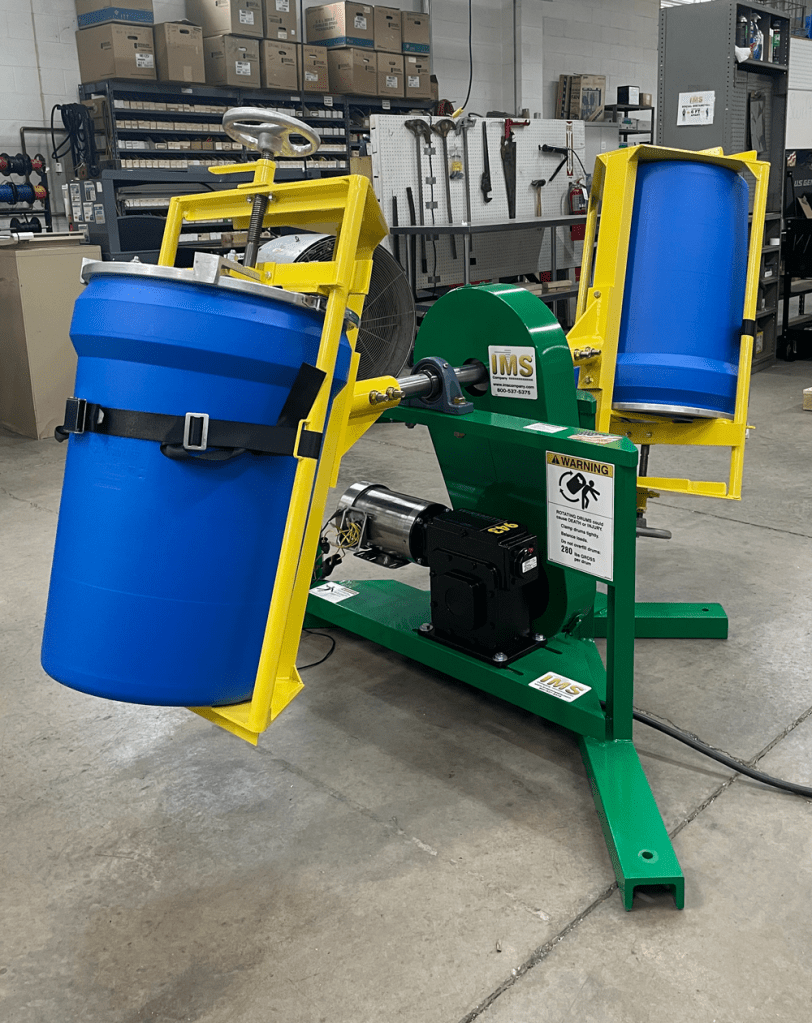
Drum Tumbler
An IMS Exclusive Product
Easily Blend Material While Saving Time, Labor and Money
December 21, 2022
IMS Select Drum Tumbler Video – Click to watch IMS’ Proven Performance
Optimum Mixing
- Exclusive 18 RPM and Drum Angle – provides the fastest, most complete mixing possible in the industry
Durable
- Solid steel frame – for longevity
- High torque drive belt – virtually adjustment free
- Built with components you can trust – Dayton motor
and Winsmith reducer

Double Drum Tumbler
- Smooth action, high torque belt drive
- Low-wear high ratio gear reducer
- Ample access to all components
Drum tumbler must have enclosure for operator safety — Contact IMS for enclosure options
Drum Tumbler Control Panel
Use this IMS Drum Tumbler Control Panel to operate tumblers from a safe distance.
Features Include:
- 60-minute Cycle Timer
- Run Selector Switch with Jog Function
- Amp Meter
- Alarm Horn
- 110 Volt Receptacle for Optional Alarm Light
- On/Off Switches for Alarm Horn and Alarm Light

The Control Panel can be easily wired by an electrician and contains all essential controls (less door safety interlock switch)
-
Plastic Granulators
Granulators (sometimes referred to as grinders) are machines used to reduce scrap plastic parts or other plastic waste into a reusable form. This material – regrind – is sometimes put right back into the process to create the same parts. Other times it is reprocessed and re-pelletized for reuse.
Occasionally material is turned into a new and different product such as handbags, shoes, or anything else you can imagine.
Molders purchase granulators to reduce their carbon footprint, save money, and make a significant contribution to our environmental protection. In the past, waste plastics were generally disposed of by incineration and landfill, but these options can easily damage our ecological environment.

Regrind comes with its own set of challenges, however, because it is not at all uniform in shape and contains varying degrees of dust. The irregular shapes can affect material feed by bridging and clogging flow, and the dust can burn or cause other issues when processed.
The mechanics of a granulator include an open rotor mounted with powerful, rotating knives in a double scissor cut or V-shape. Stationary knives are fixed within the cutting chamber, and the rotor quickly spins while the rotor knives meet the stationary knives, slicing plastic until the pieces are small enough to pass through a screen filter.

You can minimize or entirely eliminate the possible negatives of regrind by choosing the correct grinder. The rotor style and blade configuration are critical because those two details determine the grind quality. Conventional style rotors, such as two and three-blade, are good in general applications, but depending on the material being cut and the configuration of the shape, a staggered cut rotor style may be preferable. Staggered blade configurations provide more cuts per revolution leading to a better quality of regrind, less part bounce in the cutting chamber, and a reduction in noise.
Terms to Know
Grinding is the process of downsizing items made of polypropylene (PP) to a size that can be used in plastic manufacturing.
Shredding refers to taking large components and shredding them down to random, smaller pieces which can be used for diverse applications.
The difference between grinding and shredding is grinding can make much smaller pieces due to its open rotor design. There is more air space for product cooling, which allows for easier processing of lighter materials.
Other factors to be considered in selecting a grinder include whether the scrap is:
- Manually or robotically fed (Hopper Selection)
- The hopper loader empties in the grinder catch pan or is manually emptied (Air Takeoff Port Required)
- You will be grinding at the press or in a central location
All of these details need to be considered when choosing a granulator.
Now that you understand how a granulator works, it’s time to select one which will work for you and your needs. IMS’s plastic granulators are extremely durable and can efficiently and quickly turn your plastic scrap into small, uniform flakes or regrind for recycling, allowing you to reuse every ounce of resin you have on hand.
If at any point in the process, if you’re not sure which of our granulator models is right for you, let IMS guide you along the way. IMS offers free grind tests to ensure you get the correct granulator for your plastic parts with ease. We will help examine all of the details and get the right unit for your need. That’s what we do best.
With over 70 years of experience, IMS Company is a trusted source of supplies, components, auxiliary machinery, and equipment.
How about giving us a try?
-
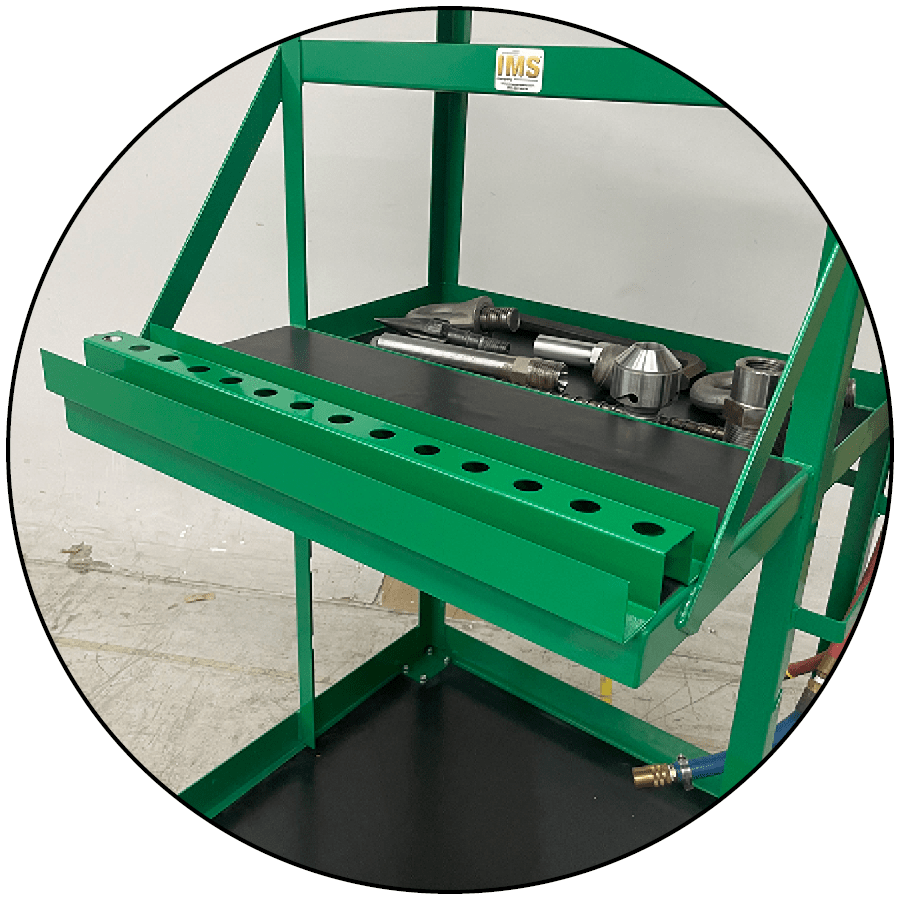
Mold Setup Cart
IMS Exclusive Product
December 6, 2022
Click to Learn More About the IMS Exclusive Mold Setup Cart Every Maintenance Department needs this Mold Setup Cart for easy access to all your maintenance products. Designed by a molder to reduce maintenance time – load up this cart with every tool, hose, and clamp necessary that is brought to the machine. Heavy duty, welded steel construction – ships preassembled and ready to use. Holds up to 350lbs.
Load up this cart with:
- Nozzles
- Screw Tips
- Reels of Hose and Tubing
- Eyebolts and Clamps
- Straps
- Meters
- Screw Tip Wrench
- Fittings
- Tools and Tool Boxes
- Lights
- Mold Cleaners
- Work space table holds small Molds up to 200lbs.
- And so much more!
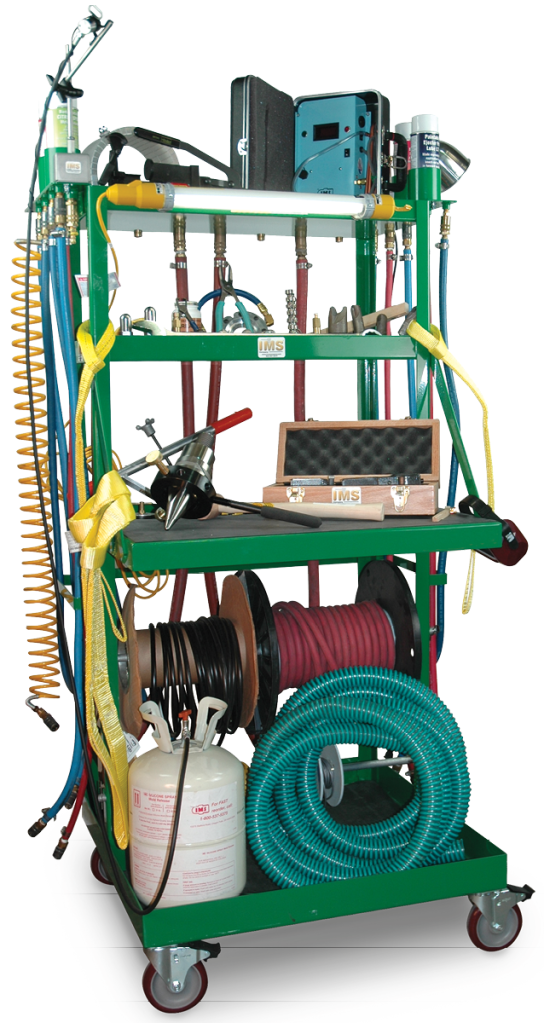


6 Aerosol Can Holders
Rubber Coated
Shelves & Trays1/4″, 3/8″ and 1/2″ pre-fabbed fitting holders
Specialty Removable Tool Tray – holds, nozzles, screw tips, etc.
Blog, Components, Fittings, Manifolds & Hose, Gate Cutters & Trimmers, Heaters & Temperature Control, Industrial Equipment, Injection Molding, Material Handling, Mold Care, Mold Release & Maintenance, Molding Supplies, Nozzles & Nozzle Tips, Plastics, Post-Production Equipment, Production Equipment, Safety Supplies, Screw Tips, Screws & Barrels, Tech Tips -
Eliminate Static and Dust!
November 28, 2022
When the air is dry, passing objects strip electrons from each other and develop a static charge. It can cause shocks up to 10,000 volts in people – painful, but not lethal. In plastics production, static can be lethal – to profits. Parts can jam up and dust attraction can ruin the product appearance.
IMS has a number of static solutions for your shop. The COBRA™ Air Gun removes the static charge and dust at the same time. The Ion Air Gun effectively removes the static charge that causes the attraction of dust, plastic particles, and fines as well as eliminating static electricity shocks. In addition to cleaning the finished product, these are great to clean molds, mixers, hoppers, grinders, storage containers, and loaders.
The COBRA™ breaks the static-electric bond between the metal and the dust and fines, then easily blows them away. At a normal line pressure of 80 PSI, the air gun’s high-volume stream of ionized air can drop an object’s voltage from 5,000 volts to 500 volts in 0.4 seconds at a distance of 3”.

To minimize air consumption, the COBRA™ uses airflow amplification to induce surrounding room air through the gun at a 3:1 ratio.
Here Is How It Works

Compressed air is released into the barrel of the gun (1) inducing a high-volume flow of surrounding air (2) to pass through it. The shockless emitter point (3) ionizes the entire airstream. The result is a high-volume flow of ionized air (4) capable of neutralizing high static charges in fractions of a second.
The COBRA™ Air Gun is lightweight and includes a hanger hook for easy storage. The 20-foot power cable is highly flexible and designed for rugged industrial use. An ergonomic grip allows hours of continuous use without fatigue.
Other advantages include:
- Strong blowoff force and flow
- Shockless, non-radioactive
- Meets OSHA pressure and noise level requirements
CAUTION: Wear proper safety equipment and follow safety procedures when using compressed air guns.
The Ion Air Gun gives you the benefits of rapid static decay along with low compressed air consumption. Surrounding room air is induced through the gun at a ratio of 5:1, minimizing compressed air use and maximizing airflow. The force can be adjusted from a “blast” to a “breeze”.

At a normal line pressure of 80 PSIG, the high-volume stream of ionized air is capable of neutralizing a 5,000 volt charge in 0.18 seconds! That’s incredibly fast!

The Ion Air Gun incorporates a High-Velocity Air Jet and electrically energized emitter point. A small amount of compressed air is injected into the barrel of the gun (1) inducing a high-volume flow of surrounding air (2) to pass through it. The emitter point (shockless) at the discharge end of the gun (3) ionizes the entire airstream. The result is a high-volume flow of ionized air (4) capable of neutralizing high static charges in fractions of a second. An optional filter and regulator cleans the compressed air and allows infinite adjustment of airflow and velocity.
The Ion Air Gun is quiet, lightweight and features a hanger hook for easy storage. The 10 foot shielded power cable is extremely flexible, designed for rugged industrial use. A comfortable grip and hand position allows hours of continuous use without fatigue.
Other advantages include:
- Strong blowoff force and flow
- Quiet (less than 80 dBA)
- Shockless, non-radioactive
- Meets OSHA pressure and noise level requirements
- Attractively priced
If you need help with a static problem, contact our Technical Support Hotline at 1-866-467-9001. IMS has a complete line of static eliminators and will be glad to help you select the appropriate model for your application.