

IMS Company
A trusted partner for the plastics processing industry, offering a wide range of high-quality, process improving products at competitive prices. We are a diversified distributor specializing in supplies, components, auxiliary machinery, and equipment. With 75 years of industry experience, our stocked warehouse ensures fast, reliable delivery, helping you maintain peak production efficiency. Whether you need innovative products, expert support, or tailored solutions, IMS Company has the expertise and resources to keep your operations running smoothly. Visit us at imscompany.com for more!










For 75 years, one thing has never changed at IMS — our single-minded focus on providing products and services designed to help your shop increase efficiency and ramp up productivity.
Check out IMS on YouTube!
Blogs
March 9, 2026 – Maximize Molding Performance with the Right Materials
July 28, 2025 – Why Keiba Gate Cutters Excel in Precision Cutting
June 3, 2025 – Sizing a Desiccant Dryer for Plastic Injection Molding
May 7, 2025 – Mold Cleaners
January 7, 2025 – Time to Purge
November 4, 2024 – Plant Shutdown
October 22, 2024 – Prepare Your Shop for Winter
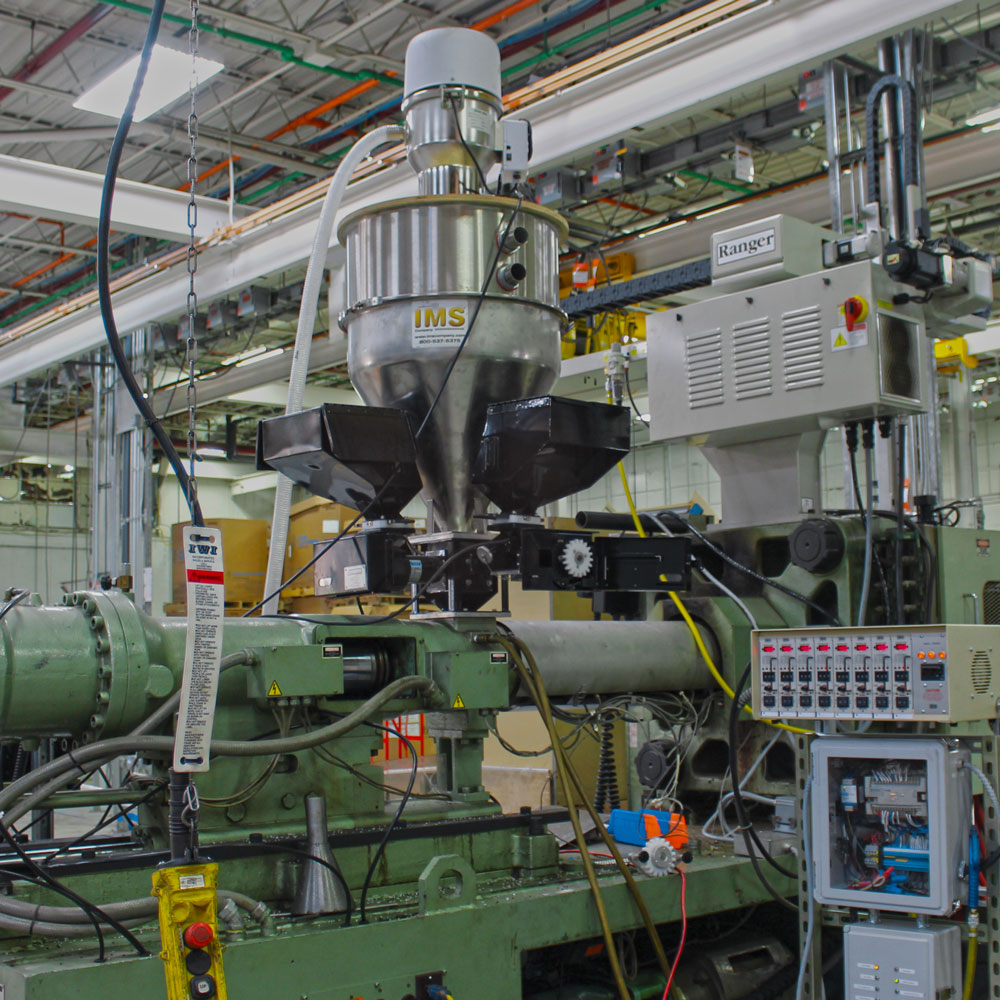
September 11, 2024 – New Injection Press Setup
August 26, 2024 – D-limonene
August 14, 2024 – Mold Rust Prevention
July 9, 2024 – Mold Cleaner vs. Mold Release
March 25, 2024 – Part Diverting Systems
March 13, 2024 – Chill Out
February 22, 2024 – Why is Moisture a Problem
February 19, 2024 – What is a Vacuum Loader
February 5, 2024 – Injection Molding Nozzle Tips
January 29, 2024 – Metal Separation
May 30, 2023 – Benefits of Insulation
April 22, 2023 – Sustainability
March 20, 2023 – Dew Point Meter/Monitor
March 2, 2023 – IMS Lime Buster
March 1, 2023 – IMS Brody Ring
January 30, 2023 – Clean Room Manufacturing
January 1, 2023 – Heater Band Wiring
December 21, 2022 – IMS Select Drum Tumbler
December 8, 2022 – Plastic Granulators
December 6, 2022 – Mold Setup Cart
November 28, 2022 – Eliminate Static and Dust
November 18, 2022 – Extending the Life of Your Heater Band
November 2, 2022 – How to Set Barrel Zone Temps
September 9, 2022 – The Benefits of Extruder Screens
August 24, 2022 – Calculating Heat Load for a Circuit
August 17, 2022 – Purgex Purging Compounds
August 12, 2022 – Air Wipe
August 11, 2022 – IMS Custom Projects
August 4, 2022 – New Shini Hopper Loader Systems
July 21, 2022 – Quick Change Fittings – Thread Profile Sizing
July 19, 2022 – IMS Custom Project
June 20, 2022 – Safety First
June 15, 2022 – IMS Screw Tip Brody Ring
June 15, 2022 – Screw Material Guidelines
June 15, 2022 – Screw Tip Wear Issues
June 15, 2022 – Essential Barrel Information
June 9, 2022 – Mold Safety Checklist
June 2, 2022 – Why Choose High Quality Desiccant?
May 26, 2022 – Circulators 101
May 19, 2022 – Sizing a Chiller
April 25, 2022 – Mold Temperature Control Product Selection
April 19, 2022 – Selecting the Right Gate Cutter For Your Job
April 12, 2022 – Barrel Insulation Blankets
April 4, 2022 – Quick Mold Change
March 14, 2022 – Spiral Technology
February 17, 2022 – Screw Tips




-
Circulators 101
March 6, 2024
Circulators (Thermolators, Temperature Controllers) are essential components in injection molding processes, primarily utilized for controlling the temperature of molds so that as the part cools after injection, it maintains dimension, shape and structure – ensuring consistent quality and efficiency. Controlling the mold temperature is critical to good parts. You can get good melt flow, and the cavity can fill quickly and fully, but if the part is not cooled properly then a good melt flow means nothing.
Circulators need to be compatible with the injection molding machinery and seamlessly integrated into the overall manufacturing setup for efficient operation. Regular maintenance and monitoring of circulators are essential to ensure they continue to function optimally, thereby avoiding downtime and production delays. In advanced setups, circulators may be integrated into the overall automation system of the injection molding process, allowing for real-time monitoring and control of temperature parameters.

Here’s how circulators are typically used in injection molding:
- Cooling: Cools the molds after each cycle. Rapid cooling is essential for improving cycle times and overall productivity.
- Heating: In some cases, circulators may also be used for heating the molds to specific temperatures.
- Thermal Stability: Ensure thermal stability throughout the injection molding process, which is crucial for preventing defects and maintaining part quality.
- Energy Efficiency: Modern circulators often come with energy-saving features to optimize energy consumption during the temperature control process, contributing to cost-effectiveness and sustainability.
- Process Optimization: By precisely controlling the temperature of molds, circulators play a vital role in optimizing the process for different materials and product specifications.
Overall, circulators play a critical role in maintaining temperature control and ensuring the quality, efficiency, and reliability of injection molding operations. Their proper selection, installation, and maintenance are essential considerations for any injection molding facility.
IMS offers several options for temperature control needs: Circulators, Mold Temperature Controllers
You May Also Need:
Heat Transfer Fluids
A Quick Comparison Of Heat Transfer Mediums
• Water — Limited use range: 32° to 212°F. Encourages corrosion.
• Uninhibited Glycols — Allow temperatures to 250°F, but 2½ times more corrosive than water, if not neutralized.
• Automotive antifreeze — Contains corrosion inhibitors, but can foul heat transfer surfaces in less turbulent systems.
• UG-10 Ethylene Glycol — Low silicate formula provides good corrosion protection at a relatively low price.
• EG-17 Ethylene Glycol — Industrial inhibitors coat surfaces and impact pH for maximum corrosion protection.
• Pro-17 Inhibited Propylene Glycol — Non-Toxic Heat Transfer Fluid With Maximum Protection Against Acidity and Corrosion.
• PG-1 Hi-Heat Transfer Fluid — The Ultimate, Non-Toxic Fluid For Non-Pressurized Heating To 600°F.
• FF-1 Oil System Flushing Fluid — Improves heat transfer for faster cycles.
• PSC Plus Oil System Cleaner — Maximizes heat transfer for more parts and increased quality.
In addition, how efficiently any of the above units work is directly tied to how clean your mold passages are. Any buildup of scale can affect the transfer of heat. The passages need to be checked and maintained regularly. To help with that, IMS offers the Limebuster which helps remove the scale buildup in mold passages. Just 1/64″ of scale can reduce the heat transfer rate up to 40%. Using an acid/water mixture, the fluid is circulated by a low pressure pump. The fluid helps dissolve the scale slowly so good heat transfer can return. This type of unit also is used to clean heat exchangers.

Before 
After 
While the above is basic in its presentation, the message is clear; IMS understands and can help. IMS has the expertise and the equipment to help maintain and even improve your process. Good parts and reduced scrap means you make money.
That is what we are here to help with. Call IMS Today for all your Injection Molding needs.


-
Spiral Technology
Cut Cycle Time – Mold Better Parts
IMS Select Exclusive Spiral™ End Caps, Screw Tips,
R-Screws and Hoppers will help you do both!Logarithmic spiral curves promote a faster, freer flow of material than conventional, flat tapers. A smoother, unencumbered flow produces better parts. These facts are why IMS incorporates spiral curves in each component of it’s exclusive SPIRAL™ System. The following is a brief history of how the IMS SPIRAL™ System developed.
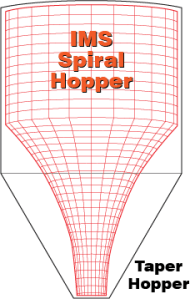
Watch this 30 second video to see how much faster material
passes through the Spiral (right) versus Conical (left) Hopper.The introduction of electronic process controls back in the early 1980’s was without a doubt a technological breakthrough. For a lot of OTHER industries this was a huge step forward. For the injection molding industry, however, IMS questioned the logic of trying to computerize a process so full of variables and lacking in standardization.
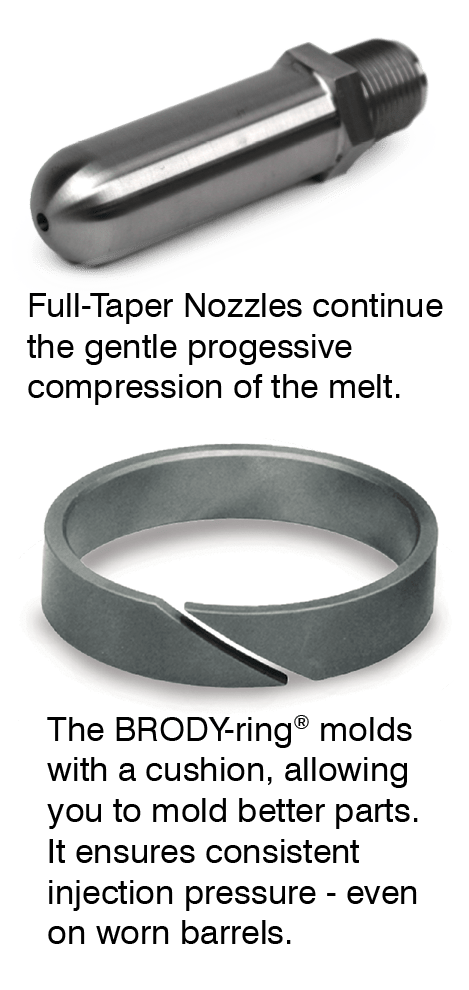
Prior to process controls, IMS had developed numerous individual products aimed specifically at improving part quality. Full Taper Nozzles and Screw Tip BRODY-Rings® are just a couple of examples. Each addressed a specific need and they all remain solid, successful products. It was the emergence of process control, however, that really started us thinking about the injection process as a whole (both the machinery and the material) and what could and should be changed in order to mold better parts.
It was already a proven fact that the current, restrictive R-Screw Process was stretching and deforming the molecular bonds of our plastics and seriously affecting finished part strength. We needed to find ways to get the plastic from the hopper to the mold with the least amount of damage possible. We found that this problem could be solved, in large part, by the replacement of all standard, flat internal tapers with smoother, gentler, logarithmic spiral curves.

The more gradual compressing of the material, plus the resulting coanda effect (that is, the phenomenon of material flow tending to follow closely along the wall contour of a passage), greatly eased the strain on the plastic’s molecules and the effects on the material’s inherent properties.
A. In 1986, IMS first used this technology in the development of their revolutionary Spiral™ End Caps. The results, as projected, were impressive. Parts were stronger and more dimensionally stable. Older presses equipped with these new end caps were actually producing higher quality parts than new presses with traditional style caps.

Spiral™ End Cap 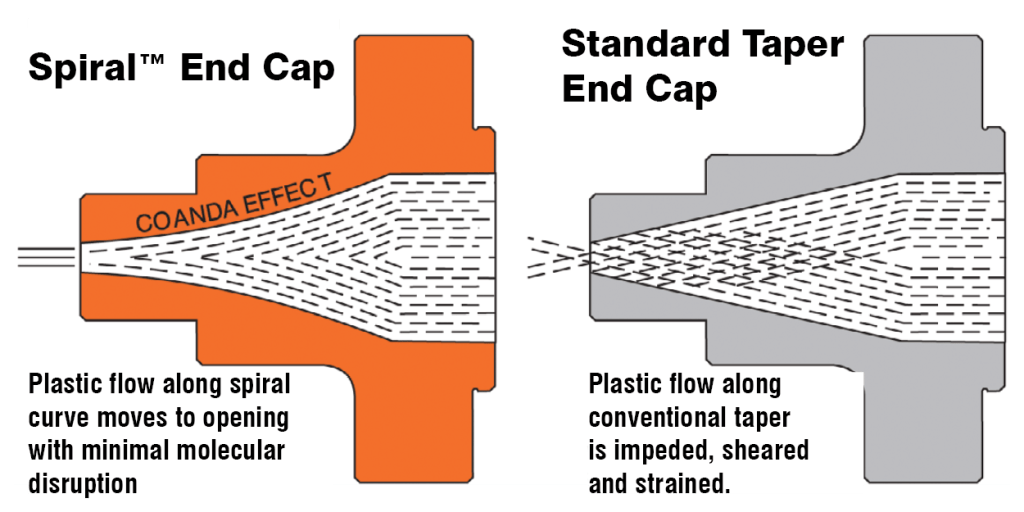
Spiral-Passage Barrel End Caps Coalesce The Melt
Without Damage to the Molecular Structure.B. Next IMS focused its attention on the Screw Tip. Their existing melt valves with narrow sliding ring and anti-blow- by BRODY-Ring® seal were already proven effective at maintaining shot control. But it was the development, in 1988, of a unique, Spiral™ front end that made IMS Spiral™ Screw Tips the least restrictive tips ever produced. The reduction of strains, flow lines and shear-induced heat in the melt improved part strength and quality significantly.
Another innovation was the introduction of the Thermally Compensated R-Screw. Research showed that installation of a heat tube in the front end of the screw would effectively transfer excess heat from the compression zone back to the transition zone, where it could be reused to assist in the melting of incoming pellets. Screw wear from unmelted pellets was dramatically reduced and the ability to turn down front end heat had a direct and positive effect on cycle time, part quality and reject rate.

Easy-Flow (Spiral-Discharge) Screw Tips with Brody-Ring®
Advance the Melt Without Strains or Shelter HeatC. Next step, the feed hopper. No matter what their diameter or height, they all had the same straight taper to the machine intake. At least that’s the way it was prior to 1988. Consequently, they were all prone to bridging and surging. There wasn’t a single OEM feed hopper that could guarantee consistent, even feeding of the pellets to the screw. IMS found that a logarithmic Spiral Curve in place of the straight taper produced astounding results. Tests showed that whether the material was virgin or regrind, or whether the hopper was full or nearly empty, all the material moved all the time in a steady downward flow. Hence, IMS Spiral™ Hopper was born. Their effect on part weight, part dimensions, and overall part consistency, not to mention the flowability of most stubborn materials, is remarkable.

D. Finally IMS Spiral Technology was applied to the screw – more specifically, the screw flights. With IMS Spiral™ R-Screws:
- Pellets move forward in a more controlled, gentle tumble.
- Pellets begin melting sooner and proceed in a far more efficient and orderly manner.
- Pressure is provided by the lateral movement of the screw (as it should be) – NOT by the compressing of the material by the screw flights, as is the case with all existing injection screws.
Nearly 30 years since the introduction of the reciprocating screw, the IMS Spiral™ R-Screw was the First and Only screw developed expressly to reduce molded-in stress and strain. Research has revealed the injection machine doesn’t work as hard and produces more consistent quality parts.
IMS Exclusive Spiral™ Retrofit Components can improve the IMS Exclusive Spiral™ Retrofit Components can improve the performance of any injection press regardless of age, make, or model. They can also significantly increase your bottom line. Inquire today for more information!
When a Spiral Hopper is Likely a Better Choice
You should strongly consider a Spiral Hopper if:
- You run mixed batches or often operate with hopper partly full (versus maintaining full inventory).
- Materials are challenging: regrind, irregular shapes, high moisture sensitivity, etc.
- Your quality control is tight: need shot-to-shot consistency, minimal defects from pellet feeding issues.
- Productivity is critical, and cycle times are being impacted by material feed inconsistencies.
- You’re willing to invest a bit more up front for better performance and less downstream defects / maintenance.
When Conical Hopper Might Be Enough (or Preferable)
- If you run with hopper nearly always full, with flowable, “easy” materials.
- When initial cost or capital constraints are tight.
- Simpler operations where the benefit from Spiral design won’t offset the cost.
- If you have existing equipment and retrofitting or replacing hoppers is difficult or costly.
-
Breaking the Mold Forum Follow Up

November 23, 2022
Finding Your Voice
This past weekend, I joined some of the industry’s top leadership professionals in Nashville at Women Breaking the Mold Networking Forum. Hundreds of women of various backgrounds and ages gathered with the same vision: to make the industrial sector a safe and promising place for women to grow their careers.
The first day was filled with anticipation. Walking in, my head was flooded with the thoughts that greet so many women when they are faced with a challenge. Will people like me? Do I look okay? Am I really qualified to be here? Just as quickly as it came, those worries and fears washed away as the first presentation began.

Our first speaker, Teresa Schell President/Owner of Vive Marketing, started her presentation with a brief introduction on what lead her to this conference. Her story deeply resonated with me as she touched on themes in her life that completely paralleled my own. From growing up in a lower-income family to trying to heal someone you love through the battle of addiction. Teresa made me feel that I was not alone and that I had the power within myself to create the life I know is meant for me. I felt as though I was looking at a future version of myself, someone who at times, when we are in the middle of our own confusion and storm, cannot see.
In between sessions, we had the opportunity to introduce ourselves to our group. We touched on professional and personal accomplishments, as
well as the struggles women have faced in trying to reach those milestones.
I will never forget a personal conversation with Dr. Jasmeet Kaur, Senior Sustainability Manager of The Coca-Company. We discussed the challenges and reality of what it takes for women to climb the corporate ladder, the sacrifices it takes to get there, and the importance of the people in our lives seeing us happy and fulfilled in something we work so hard to accomplish.
The influence of women in the workforce is more than just a seat at the table. In our discussion with Anoosheh Oskouian President & CEO of Ship & Shore Environmental, Inc. we learned the necessity to advocate for the less fortunate women in the world who may never have the opportunities we do. Everyone must do their part and be a voice for the voiceless who may never have the chance to be heard.

Often, women find themselves put in a box. No matter the size, it’s up to us to fight our way out. Women are put in positions of power because we are both creative and analytical beings, with ambitions to take our companies as far as they can go.
Women Breaking the Mold taught me how to be the voice of women around the world who are pursuing their dreams, as well as make sure to take time for myself in order to accomplish my goals. It is a reminder for us that self-care is not selfish, even though at times it feels we may not be taken seriously as we juggle prioritizing family, health, and career. The vast majority of women are STILL the primary caregivers to their children; they shop, cook, and clean, as well as have full-time, fulfilling careers. There will always be times when personal care takes precedence over professional responsibility, and that’s OK. It is up to womankind to demand that we are not seen as less, but as equal when professional opportunities arise.
To everyone I met at Women Breaking the Mold, I would like to express my sincere gratitude to you. Thank you for sharing with us your truth and confiding in your peers about the struggles and milestones you have faced along the way. I look forward to seeing you all again when we reunite in Scottsdale in 2023.
-
Extending the life of your Heater Band
November 18, 2022
Heater Bands are an essential part of the injection molding process. They are used to heat the barrel and nozzle of the molding machine to the desired temperature for melting the plastic resin. Injection Machines can use any number of heater bands at one time and extras should always be kept on hand.
- Purpose: Heat the barrel and nozzle of the injection molding machine. It is crucial for melting the plastic resin uniformly and maintaining it at the right temperature throughout the injection process.
- Design: Typically made of resistant materials that can withstand high temperatures and designed to wrap around the barrel or nozzle snugly to ensure efficient heat transfer.
- Temperature Control: Modern injection molding machines often come equipped with advanced temperature control systems that regulate the heater bands’ temperature precisely. This control is essential for achieving consistent and high-quality molded parts.
- Types: There are different types of heater bands available, such as ceramic, mica, and tubular. The choice of heater band depends on factors like the required temperature range, energy efficiency, and durability.
- Installation and Maintenance: Proper installation of is crucial to ensure they function optimally. Regular maintenance, including cleaning and inspection, is necessary to prevent issues like uneven heating or failure of the heater bands.
- Safety Considerations: Safety precautions must be followed during installation, operation, and maintenance. Operators should be trained in handling these components safely to prevent accidents and injuries.
Choosing a quality heater band is critical to your shop’s ability to run efficiently and effectively. However, the proper usage and application of those heaters is equally important. To protect your inventory investment and save on down time – IMS has compiled Essential Tips to extend the life of your Heater Bands.
#1 Avoid Moisture – If the heater fails as soon as power is supplied, moisture is the likely culprit. After the heater has been cooled for a prolonged period in a high humidity environment, there will be enough moisture absorbed by the lead wire and wicked into the heater to cause a failure at startup.

Tech Tip – IMS recommends using soft start practices for all mica insulated heater bands. Utilize the controller soft-start feature, or manually heat to 212°F to drive off moisture, then 100° at a time until desired temperature is achieved.
# 2 Avoid Contaminants – Most oils and other organics do not necessarily conduct electricity well at lower temperatures, but can become conductors when heated. Failure will occur after the heater temperature is high enough to cause carbonization. Similar to water, oils on the lead wire can be wicked into the heater causing failure.
#3 Avoiding Over-Heating – An improper fit of the Heater Band on the cylinder will reduce its lifetime because the heat is not transferred efficiently, causing the heater to run at a higher temperature. In addition, a loose fit will create a pocket of air that inhibits the transfer of heat. Higher operating temperature means a shorter lifetime for the heater band. Make it a habit to retighten clamping tabs after the heater bands first use.

#4 Avoid Over Wattage – Choose the lowest wattage heater band that will maintain the desired operating temperature and still provide a short start-up time. Using a heater band with a wattage higher than what is required will cause the controller to switch on and off constantly to maintain the desired temperature. This fluctuation will shorten heater band life.
#5 Avoid Excessive Cycling – Maintaining a higher temperature helps the oxide coating protect the wire, but when the temperature is reduced the oxide coating contracts and breaks, exposing fresh metal to more oxidation. Continuous cycling causes the surface of the element wire to oxidize rapidly and melt, the insulation over the wire breaks down and causes a short in the sheath. reducing the amount of cycles will promote longer heater life by reducing the oxidization build-up.
#6 Avoid Improper Handling – Never carry the heater band by the lead wires. Use two wrenches to handle post terminals; one to hold the bottom nut and the other to tighten the top nut.
IMS Company is a trusted source of quality Heater Bands with a large selection of sizes, wattages, voltages and styles – in stock! Can’t find what you need – custom heater bands are available. For 70+ years, one thing has never changed at IMS — our single-minded focus on providing products and services designed to help your shop increase efficiency and ramp up productivity.
-
How to Set Barrel Zone Temps in Injection Molding
November 2, 2022
When setting up a new or existing mold, there are multiple variables the processor must handle. First on the list is setting up the barrel zone temperatures. This allows operators to spend less time waiting for the machine to warm up so that they can prepare for production.

Nevertheless, the question remains of what temperature we want the melt to be, and what should the temperature profile of the barrel zones be. If you were to ask a panel of molding professionals, you’d find the common denominator in making quality parts is setting the correct melt temperature. Incorrect temperature settings can cause a multitude of problems such as resin waste and poor part performance.
Ideally, a molder should always consult with their resin supplier. The supplier will give them temperature recommendations for both drying time and molding, and in some cases, even how to set the heat profile.
However, the discussion isn’t that simple and doesn’t end there.

Most injection molding machines have up to 5 individual heating zones. To begin, the processor picks a target melt temperature. No matter your experience, it’s best practices to check with the manufacturer’s recommendations. An excellent place to look for this information is on material specification sheets where you will find the suggested temperature range. A rule of thumb is to select something near the center of that range. This gives you the flexibility to adjust the material temperature up or down and still be within range. From here, you will begin to set the barrel zone profile.
Most barrel heating zones are set with a gradually increasing temperature profile from the rear zone to the metering (front) zone. There are a few exceptions to this, such as if you’re molding crystalline or polycarbonate materials. This is because the properties of these materials can be hard to heat to their processing temperature.
When the rear zone is too low, it can cause air to be trapped in the plastic, resulting in air bubbles in the mold sockets.
If the rear zone temperature is too high, it can cause the plastic to melt in the feed throat. This results in blocking the flow of granules into the barrel. It’s a waste of energy, as most of the heat produced is taken away by cooling water produced from the hopper feed.
If you’re looking to adjust the melt temperatures, you will do so in the middle zone. When heat is added to this zone, any temperature deviations are eradicated due to the heat being rigorously mixed through screw rotation before any plastic can amass ahead of the screw.

This is sometimes referred to as a “pyramid” profile. This is where the heat ramps up to its highest point in the center zone, then gradually drop down towards the front zones.
An additional step that can be taken is to wrap your barrel in insulation blankets. This helps with maintaining consistent heat by keeping the heat in the barrel. Heater bands minimize barrel heat loss, reduce electrical use, and help keep energy costs down. Click to read our Barrel Blanket ROI Study.

What have we learned? The optimal way to set barrel temperatures is to closely maintain them. Make sure to slowly increase the melt temperature as the plastic flows through the screw flights. As it approaches the front zone, just ahead of the screw, avoid adding or removing heat because, in the front zone, the screw cannot mix any unevenly heated plastic.
At IMS, we stand by our customers and work with you to maintain and improve your processes. We believe in saving you time and money while reducing scrap and supplying quality parts. Let us show you why we’ve been the trusted source of supplies, components, auxiliary machinery, and equipment for over 70 years.
-
Breaking The Mold

IMS Company is a trusted source molding supplies, components, auxiliary machinery, and equipment for the plastics processing industry. From the beginning, innovation has been at the heart of our business. We recognize an essential building block of innovation is providing our team members with opportunities to grow. So, when an employee presents us with a proposal to expand her knowledge, both of the industry and her professional skills, we couldn’t say no.Chloé Book started at IMS in February 2022 as the Marketing Assistant and quickly blossomed into the Marketing Specialist & Company Training Coordinator. She attended Kent State University with a focus in Communications, as well as Marketing and Public Relations. Her career goal was to work in an environment that was hands on in marketing and would allow her to make an impact not, only within the company, but in the industry, as well.

Chloé Book Her position at IMS allows her to focus on all things brand development, strategic planning, and team building. The focus of Chloé’s training courses ranges from professional development to company culture.
While familiarizing herself with IMS’s extensive product line, Chloé has taken the initiative to visit customers’ shops and see these products in action.

“It’s interesting to see the importance of every step in the process. Each step serves a different, specific purpose, but all have to work together. I try to apply this in my marketing strategy. Everyone on the team may serve a different role, but we are all working toward the same goal. It’s important I understand everyone’s process, function, and how we achieve success by supporting each step along the way.”
Looking to grow her knowledge of plastics, as well as the impact that women make in the industry, she is excited to attend:
The conference begins Monday, November 14, 2022 with a focus on “finding your voice”. Participants will attend various panel discussions, presentations, break-out sessions and networking opportunities. Chloé is excited to participate in this conference and develop her voice at IMS and in the plastic processing industry.
Throughout her professional efforts, she has discovered her passion for advocacy in the workplace, especially in male dominated industries.
“At conferences, you get to meet diverse people. Every contributor has unique perspectives to share. Conferences draw speakers and attendees who bring stories of courage and determination from all corners of the world. All the women featured in this event have made changes in remarkable ways, and they bring with them the mindsets and tools it took for them to do it.”

Well said Chloé. If you’re planning to attend Women Breaking the Mold in Nashville next month – let’s connect! We’re excited for Chloé to network and for IMS to continue our efforts to support women in the industry.
-
The Benefits of Extruder Screens
September 9, 2022
Whether you are producing plastic bottles, caps, or clothing, polymer material needs to be formed into a desired shape. The extrusion process is often used to produce these shapes.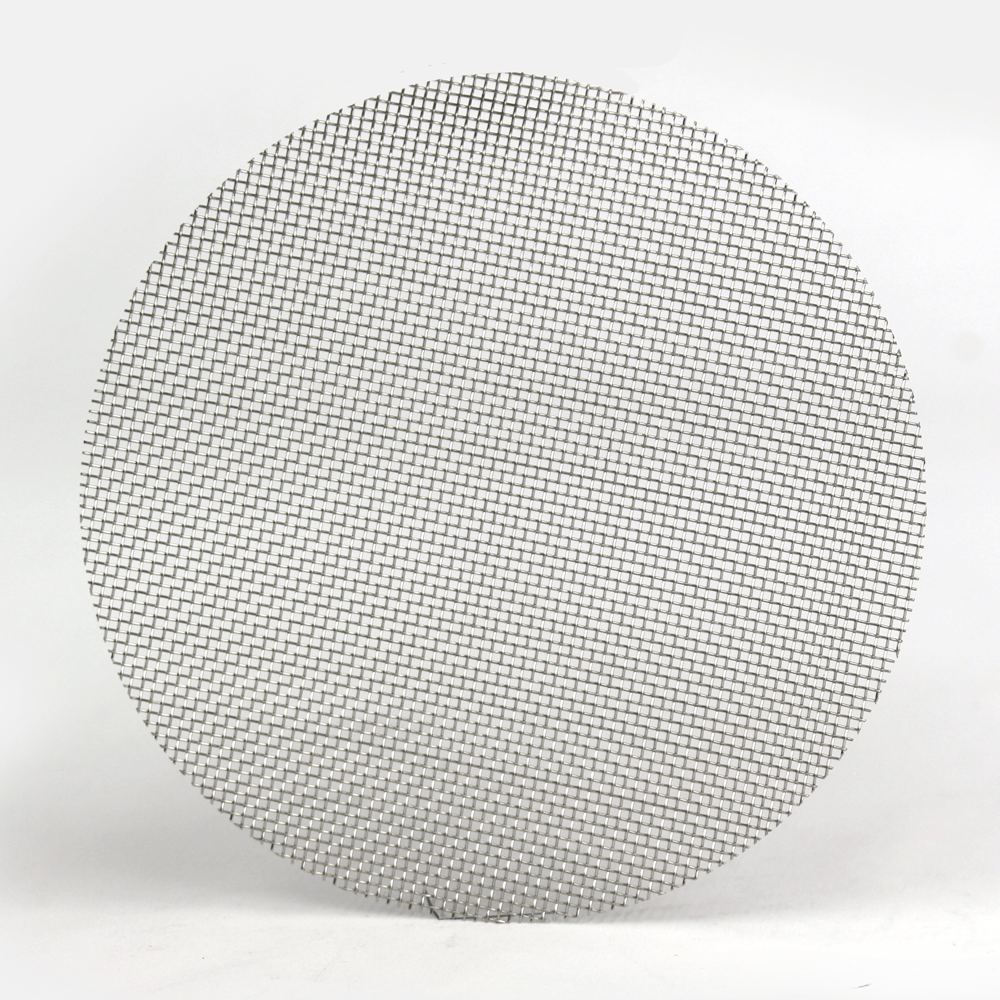
While there are many circumstances that can cause product failure, contaminants in plastic are the most common. Removing contaminants from the melt is the common focus manufacturers share in an effort to produce quality products.
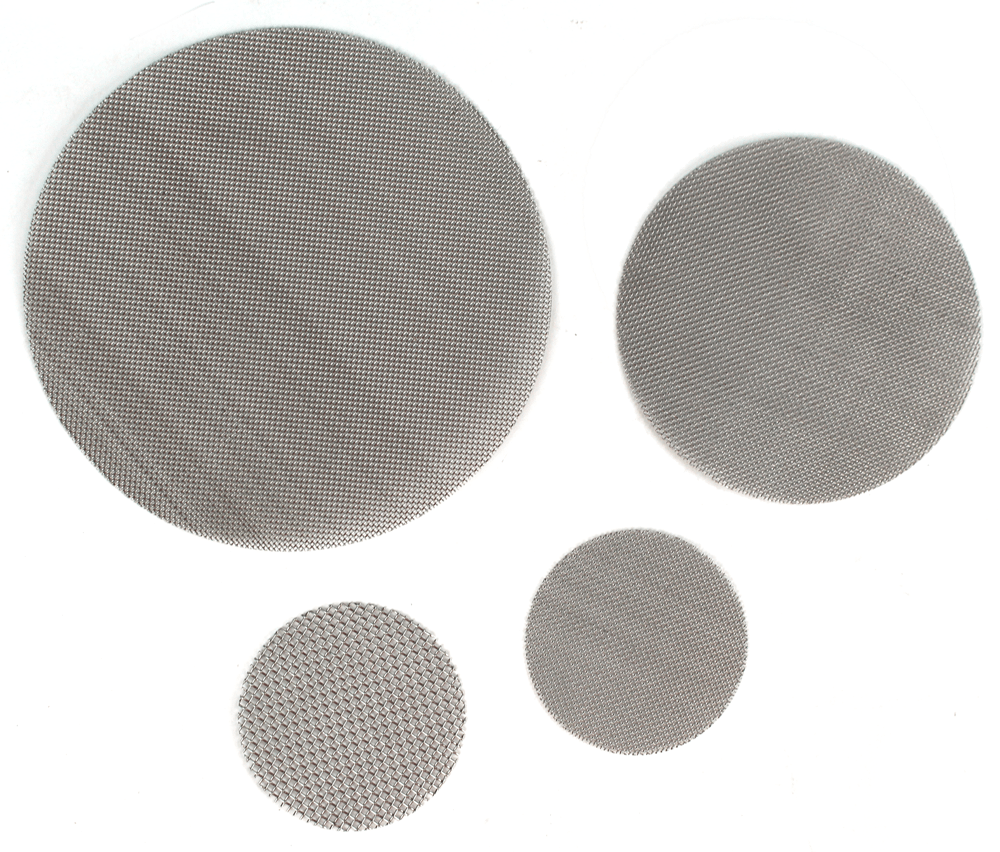
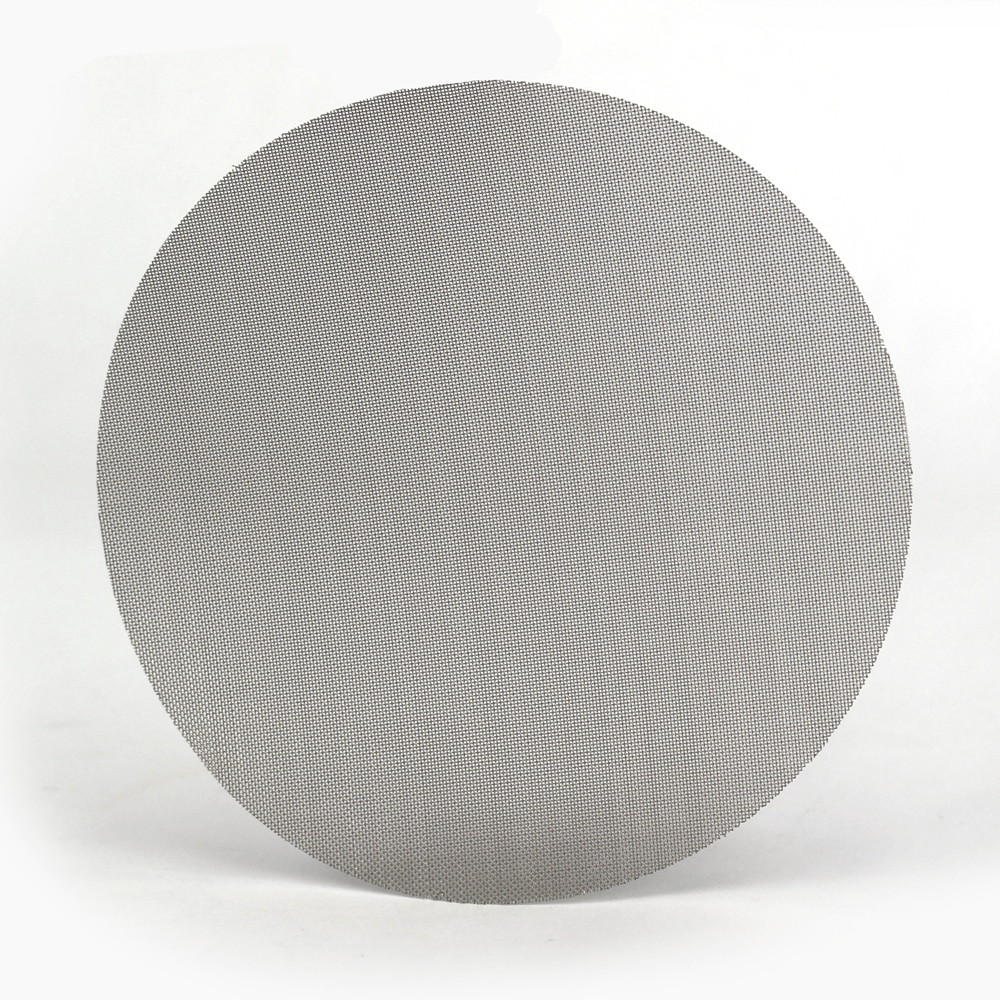
Extruder Screens, commonly known as screen packs, are woven wire filtration systems welded together and made into a variety of shapes and sizes specific to production needs. Melted material is pushed through this wire mesh screen to remove any contaminants. Depending on the level of decontamination and pressure requirements, different layer configurations and mesh opening sizes can be used.
No matter the shape or size, IMS has the extruder screens to fit your needs. Available in plain (carbon) steel and stainless steel, we also offer made-to-order extruder screen packs. For all your extrusion needs, trust the team who has been servicing Extruders for over 65 years.
-
Calculating Heat Load for a Circuit
August 24, 2022
Application Procedure
Use the following formula and method to calculate heat load for one cooling circuit. This will help determine suitability of the Smartflow Mold Temperature Regulator to your process.
- Select material from the table at right and calculate BTU/hr using the formula below. Shot weight is the total drop
including cold runner (if any).
BTU/lb x Shot Weight (oz.) x 225 = BTU/hr
Cycle Time (sec) - Find BTU/hr along the X axis of the graph below. Locate the desired steel temperature along the Y axis of the graph. Find the spot where the X and Y values intersect.
- The graphed line nearest this intersection point represents the difference in temperature between the incoming water and the Mold Temperature Regulator set point (ΔT).
- The Smartflow Mold Temperature Regulator should work in your application if the sum of the incoming water temperature and the ΔT value is between 80° and 120°F.
Every mold is different! The effectiveness of the Mold Temperature Regulator relies on the ability of the resin shot to heat the mold, and the efficiency of the cooling lines inside the mold.
NOTE: These graphs and information are intended as a general guide for sizing and initial setup of the mold temperature regulator. Due to the different mold designs, results may vary from the graphs.
Typical Heat Values of Plasticized Resin*
Material BTU/lb
ABS …………………………………………………………… 81
Acrylic ………………………………………………….. 109
Nylon …………………………………………………….. 183
Polycarbonate ……………………………………. 112
Polyethylene – High Density ……… 276
Polyethylene – Low Density ……… 202
Polypropylene ………………………………….. 291
Polystyrene …………………………………………. 88
SAN ………………………………………………………… 88Example:
A molder is using nylon material in a four-cavity mold with a shot weight of .90 ounces (including the runner). The cycle time is 12.5 seconds with a mold steel temperature of 180°F. BTU/hr formula is as follows:
183 BTU/lb x .90 oz. x 225 = 2964.6 BTU/hr
12.5 secSee the One Water Circuit Graph below left for the differential temperature (ΔT) value. Add 70°F incoming water temp. to
the ΔT value (20°F). This is the beginning set point for the mold temperature regulator, and may be adjusted as needed.
Mold Temperature vs. Heat Input for 36-1/2” Water Circuit and
Five Different Values of ΔT
Mold Temperature vs. Heat Input for 21-1/2” Water Circuit and
Five Different Values of ΔTThese graphs were generated by simulated molds, with BTU input varied by electric heaters. The water line path through each mold was 7∕16″ dia.
- Select material from the table at right and calculate BTU/hr using the formula below. Shot weight is the total drop
-
Purgex Purging Compounds
August 17, 2022
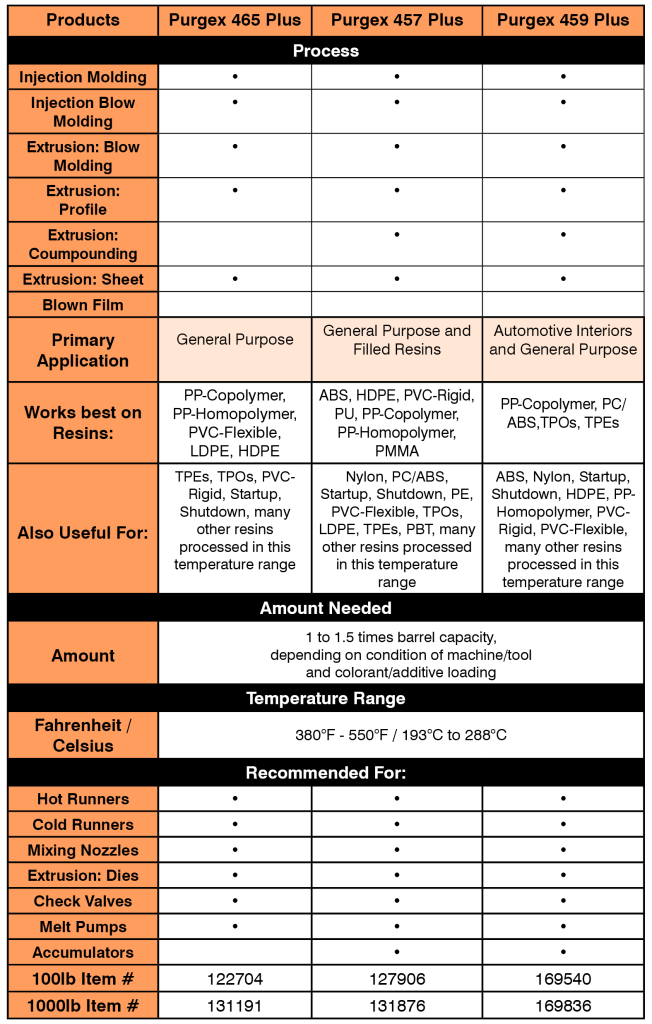
Select your process, resin and temperature to find your Purgex Grade


-
Air Wipe™
August 12, 2022
Provides a Uniform, 360° Stream of Air – Perfect for non-contact blow-off, cleaning, drying and cooling of extruded shapes, pipe, cable, hose etc.
- Performs better, runs quieter and is much more efficient than conventional air nozzles in such applications.
- Helps Reduce Production Costs
- 5 Year Warranty
Use To:
- Blow-off dust and dirt
- Remove excess coatings
- Dry after printing or plating
- Cool hot, extruded shapes
Can be supported by the compressed air supply pipe. Tapped holes (¼”-20) on the bottom of the body can also be used for mounting.

Variable Velocity
Thickness of Plastic Shim between cap and body (.002” standard) determines force and flow of air stream. Thicker and thinner Shims (sets available below) can be used to increase or decrease airflow.
A pressure regulator on the compressed air supply provides infinite control of flow, force and air consumption.
NOTE: Use of an Air Filter Separator is essential for proper operation.Circular Styling
Directs a consistent flow of air over the entire surface.Quiet
Meets or exceeds OSHA noise requirements.Split Design
Allows easy installation around the surface of the material moving through itLow Air Consumption
Helps reduce production costsAluminum Construction
(NOT recommended for use in corrosive environments)How Does it Work?
Compressed air flows through an inlet (1) of the Air Wipe into an annular chamber. (2) It is then throttled through a small ring nozzle (3) at high velocity. This primary airstream adheres to the coanda profile (4), which directs it down the angled surface of the Air Wipe. A low pressure area is created at the center (5) inducing a high volume flow of surrounding air into the primary airstream. As the airflow leaves the Air Wipe, it creates a conical 360° ring of air that attaches itself to the surface of the material running through it (6), uniformly wiping the entire surface with the high velocity airflow.
No Moving Parts — Nothing to Wear Out or Break!2 Styles to Match Any Application
Standard Air Wipe
- The best in non-corrosive environments
- Designed to work where temperatures do not exceed 150°F (66°C)
- Complete package including a general purpose PVC hose sized up to 4” (120mm)
Super Air Wipe
- Ideal choice for corrosive environments
- Choose from Aluminum models rated up to 400°F (204°C) or Stainless Steel models rated to 800°F (427°C) depending on your operating temperatures
- Constructed with high quality stainless steel screws, shims along with stainless steel wire braided coupling hose sizes up to 4” (120mm)
Perfect for Hundreds of Applications:
- Drying after paint, cleaning, plating or coating
- Cool hot extruded shapes
- Dry extruded profiles, rod & medical tubing
- Blow excess water off auto door gaskets
- Dry tube, hose, wire, & fiber optics
- Clean paint gun tips
- Clean strips or ribbons
- Blowoff of dust and contaminates
- Uniformly wipe surfaces
- Eliminate solution carryover – stop contamination
- Remove excess coatings, water and oil
- Minimize solution loss due to drag-out
- Dry screen printed or in jetted surfaces
-
IMS Custom Projects
August 11, 2022
IMS Company was founded on helping molders with their processing needs. From innovative new products (some brought to us by molders), to technical help with your equipment and processes, to products off the shelf – we have been there for our customers for 73 years.
Not every problem can be solved with a standard solution and not every product is available through a catalog or website. It is circumstances like these that led to the founding of IMS – someone needed a product to solve a problem, that was not in a catalog.
IMS has been involved in quite a few custom projects over these many years. These were projects that filled various needs as stated to us by our customers.
Some of those needs include:
A customer expressed a concern about machine mounted dryers swaying with the motion of the machine. IMS built a mounting fixture where the dryers are mounted on a floor fixture, and the dried material is conveyed to the machine.
Another item we’ve built many times is a takeoff box for a surge bin. These were built in all shapes and sizes, with various sizes and numbers of ports. The photo to the right is an example for a customer that required 4 ports to feed more material to their machines.

A third example is a de-dusting station. A customer was molding clear parts and wanted to reuse the regrind. Unfortunately there was too much dust in the regrind and the customer needed a plan to remove it. This unit (pictured below) utilizes a customized frame, an standard vacuum loader, and a portable cyclone de-dusting machine.

These are three more examples of IMS is helping customers with the issues they are having.
From large scale cylindrical parts to the smallest complex helixes, IMS has the full range of services to handle your project from initial product design to finished goods delivery.
Send your drawings, Set up a meeting, Invite us for a field visit. -
New Shini Hopper Loader Systems
Single Station Hopper Loader Systems
August 4, 2022
Heavy Duty Blowers with Separate Single Receiver Body

Features
• Floor Level Blower & Controller
• Separate Stainless Steel Receiver
• Microprocessor Controller
• Audible Material Shortage Alarm
• RS485 Communication Interface
• On board controller compatible with Shini SPV-U Proportional Valve (see page 657)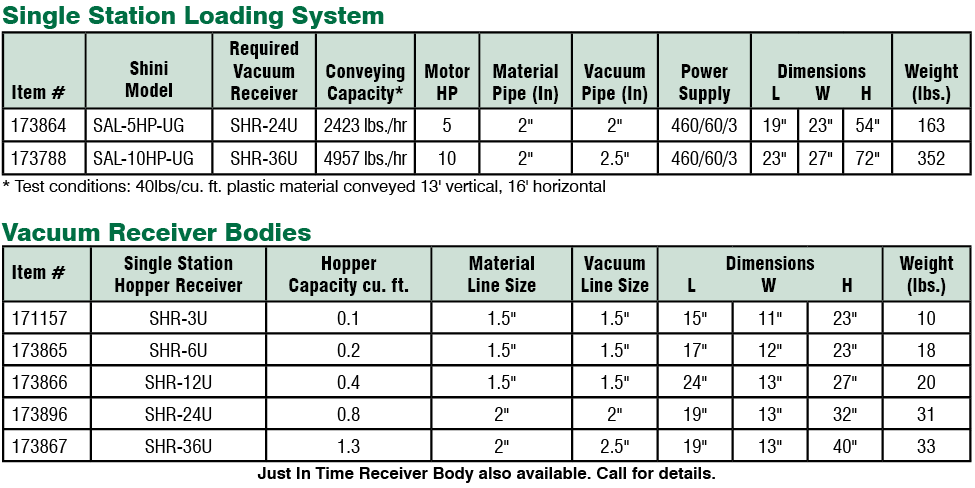
Single Vacuum Hopper Loader Systems
Floor Level Blowers with Separate Receiver Body
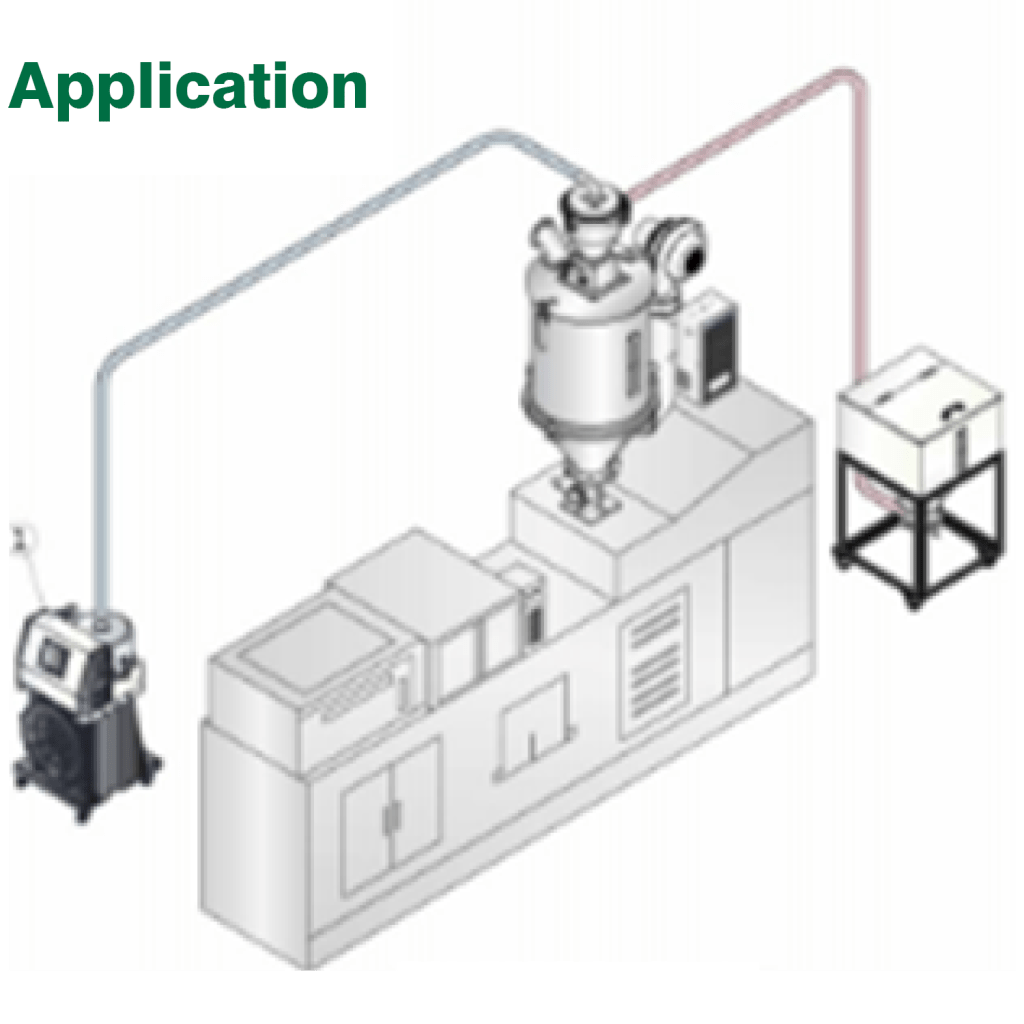
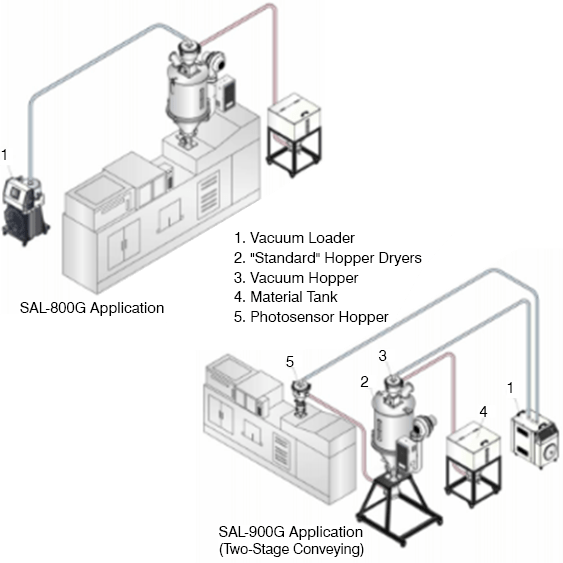
Shini USA SAL-G Single Vacuum Hopper Loader Systems are designed to convey material over long distances with a combination floor-level vacuum system & separate receiver body. The receiver body is mounted to the machine/hopper while the main unit’s vacuum motor and controls are located on the blower for easy control and maintenance. Each unit comes with microprocessor controls, digital display, air filter, and low material alarm.

Features
• Floor Level Blower & Controller
• Heavy Duty Casters
• Microprocessor Controller
• Audible Material Shortage Alarm
• RS485 Communication Interface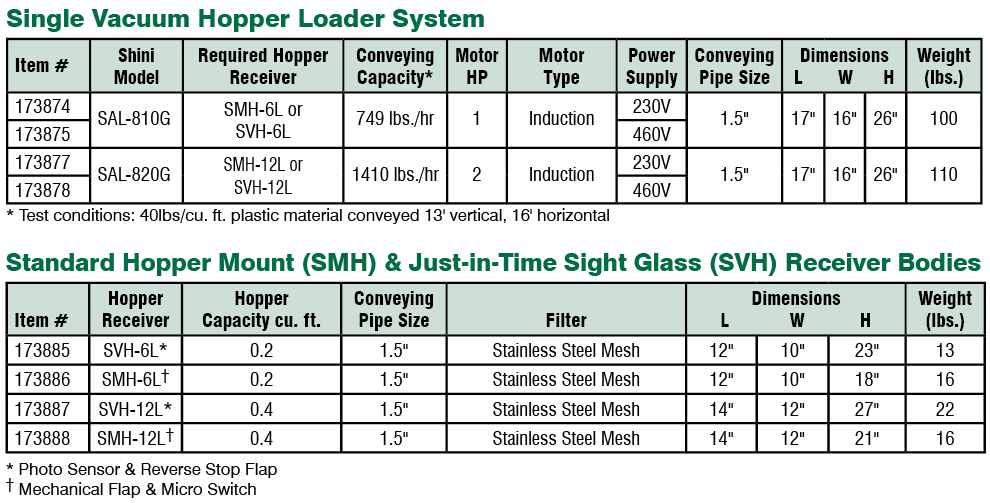
Multi Station Hopper Loader Systems
Heavy Duty Blowers and Multi-Station Receiver Bodies
Shini SAL-UG-122/124 Multi-Station Loader Systems are designed to convey material to two or four separate stations with a combination floor-level vacuum system & separate receiver bodies. The receiver bodies are mounted to multiple machines/hoppers while the main unit’s vacuum motor and controls are located on the blower for easy control and maintenance. Each unit comes with microprocessor controls, digital display, air filter, and low material alarm.
Features
• Floor Level Blower & Controller
• 2 or 4 Hopper Loading System
• Separate Stainless Steel Receiver
• Microprocessor Controller
• Audible Material Shortage Alarm
• RS485 Communication Interface
• 460 Volt/60/3 Phase

